
plc如何控制步进电机的速度和方向?
plc作为一种工业控制计算机,具有模块化结构、配置灵活、高速的处理速度、精确的数据处理能力、PLC对步进电机也具有良好的控制能力,利用其高速脉冲输出功能或运动控制功能,即可实现对步进电机的控制。
对于那些在运行过程中移动距离和速度均确定的具体设备,认为采用PLC通过步进电机驱动器来控制步进电机的运转也是一种技术方案。
步进电机的特点:
(1)步进电机的角位移与输入脉冲数严格成正比,电机运转一周后没有累积误差,具有良好的跟随性。
(2)由步进电机与驱动器电路组成的开环数字控制系统,既非常简单、廉价,又非常可靠。同时,它也可以与角度反馈环节组成高性能的闭环数字控制系统。
(3)步进电机的动态响应快,易于启停、正反转及变速。
(4)速度可在相当宽的范围内平滑调节,低速下仍能保证获得大转矩。
(5)步进电机只能通过脉冲电源供电才能运行,它不能直接使用交流电源和直流电源。
步进电机能响应而不失步的最高步进频率称为“启动频率”;与此类似,“停止频率”是指系统控制信号突然关断,步进电机不冲过目标位置的最高步进频率。而电机的启动频率、停止频率和输出转矩都要和负载的转动惯量相适应。有了这些数据,就能有效地对步进电机进行变速控制。
采用PLC控制步进电机,应根据下式计算系统的脉冲当量、脉冲频率上限和最大脉冲数量,进而选择PLC及其相应的功能模块。根据脉冲频率可以确定PLC高速脉冲输出时需要的频率,根据脉冲数量可以确定PLC的位宽。
脉冲当量=(步进电机步距角×螺距)/(360×传动速比)
脉冲频率上限=(移动速度×步进电机细分数)/脉冲当量
最大脉冲数量=(移动距离×步进电机细分数)/脉冲当量
脉冲当量=(步进电机步距角×螺距)/(360×传动速比)
脉冲频率上限=(移动速度×步进电机细分数)/脉冲当量
最大脉冲数量=(移动距离×步进电机细分数)/脉冲当量
PLC对步进电机的控制首先要确立坐标系,可以设为相对坐标系,也可以设为绝对坐标系。坐标系的设置在DM6629字中,00―03位对应脉冲输出0,04―07位对应脉冲输出1。设置为0时,为相对坐标系;设置为1时,为绝对坐标系。
采用PLC通过步进驱动器来控制步进电机的运转,从而达到了PLC在步进电动控制中应用更加广泛。例如,在对单双轴运动的控制过程中,在控制面板上设定移动距离、速度和方向等参数。
PLC读入这些设定值后,通过运算产生脉冲、方向信号,控制步进电动机驱动,达到对距离、速度、方向控制的目的。并通过实测证明系统运行结果具有可靠性、可行性、有效性。
三菱plc控制步进电机程序
・采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
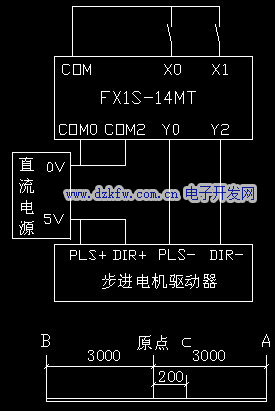
・FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
・PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
・所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
・实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
・程序如下图:(此程序只为说明用,实用需改善。)
・说明:
・在原点时将D8140的值清零(本程序中没有做此功能)
・32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。
・当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
・当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
・把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
・当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0
・当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
・一般两相步进电机驱动器端子示意图:
・FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
・V+,GND:为驱动器直流电源端子,也有交流供电类型。
・A+,A-,B+,B-分别接步进电机的两相线圈。
梯形图程序如下: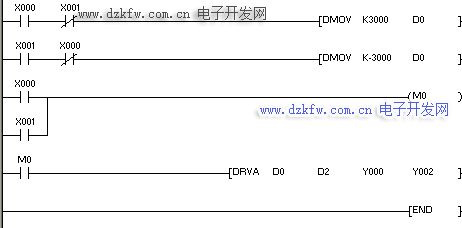
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底