
装配流水线是多种企业进行产品装配的主要设备,当前企业传统装配线上存在的主要问题在于装配线不平衡、效率低、现场管理混乱等。随着自动化水平的提高,以PLC为控制核心的自动装配流水线逐渐代替了传统的传送带。集提取、装配、输送等功能于一体的自动装配流水线,成为生产自动化中不可或缺的环节,在企业生产中得到了越来越广泛的应用。用PLC控制装配流水线具有程序设计简单、易于操作和理解,能够实现多种功能等优点。
在PLC控制下,流水线上的每一个工步,定位更精确,生产效率高,人力投入少,运行成本低。它传送距离长,运输能力强,能同步完成多工步自动装配操作。本实例将就西门子S7-200PLC在装配流水线中的应用进行详细介绍,希望通过本实例的详解,读者能掌握设计类似种类的装配流水线的控制思想。
一、装配流水线工艺概述
本实例主要介绍PLC在装配流水线传送带控制中的实际应用,该装配流水线的控制工艺图如图8-16所示。传送带共有16个传送标志,工件从1号标志装入,从左至右依次经过2号标志、3号标志到达16号标志。在传送过程中,共有4个传送速度显示装置,分别为D、E、F、G灯,设定为1s有序循环显示。共有4个工作岗位,其中3个装配岗位,工件分别在A位置操作(A灯亮)5s,然后在B位置操作(B灯亮)5s,接着在C位置操作(C灯亮)5s,3个岗位完成3种装配操作。此外,该传送系统还有1个人库岗位H,装配完的工件经最后一个入库岗位H(H灯亮)操作5s后,进行包装入库。速度显示指示灯D、E、F、G各显示Is,循环显示速度指示灯共亮4s,20s工作时间,一个工作周期共需24s,可停止复位。
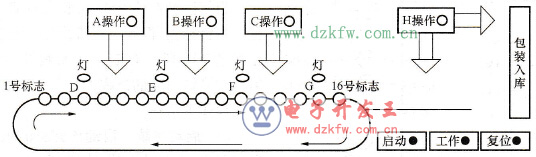
图8-16 装配流水线控制工艺图
二、装配流水线控制系统硬件设计
1.输入/输出信号分析
输入信号:根据前述对装配流水线控制工艺的分析,可知该流水线需要一个启动系统工作的按钮,一个控制系统工作的按钮,以及一个复位按钮,因此,需要使用3个输入端子。
输出信号:A、B、C和H操作位置各需一个操作指示灯,需4个输出端子;D、E、F和G灯处需要使用4个速度显示灯,需4个输出端子,所以共需要8个输出端子。
2.PLC输入/输出分配表
根据上述对该装配流水线输入/输出信号的分析情况,可编制如表8-3所示的PLC输入/输出分配表。
表8-3 PLC的输入/输出分配表
|
序号 |
地址 |
名称 |
功能说明 |
|
3路数字输入信号 | |||
|
1 |
I0.0 |
按钮 |
启动系统运行 |
|
2 |
I0.1 |
按钮 |
控制系统工作 |
|
3 |
I0.2 |
按钮 |
系统复位 |
|
8路数字输出信号 | |||
|
1 |
Q0.0 |
A灯 |
为1时,操作指示灯A亮5s,执行A操作 |
|
2 |
Q0.1 |
B灯 |
为1时,操作指示灯B亮5s,执行B操作 |
|
3 |
Q0.2 |
C灯 |
为l时,操作指示灯C亮5s,执行C操作 |
|
4 |
Q0.3 |
D灯 |
为1时,速度显示灯D亮1s |
|
5 |
Q0.4 |
E灯 |
为1时,速度显示灯E亮1s |
|
6 |
Q0.5 |
F灯 |
为1时,速度显示灯F亮1s |
|
7 |
Q0.6 |
G灯 |
为1时,速度显示灯G亮1s |
|
8 |
Q0.7 |
H灯 |
为1时,操作指示灯H亮5s,执行H操作 |
3.PLC选型
根据上述的输入/输出分配表,本实例中PLC选用西门子公司的S7-200系列小型PLC CPU222。
4.装配流水线PLC接线图
根据表8-3所示的PLC输入/输出分配表,可设计如图8-17所示的PLC硬件接线图。
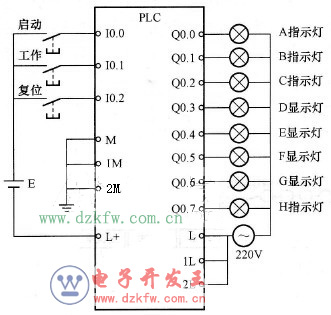
图8-17 装配流水线PLC接线图
三、程序设计
为使读者对该装配流水线的PLC控制方法有一个整体的了解,本部分以一个完整的操作流程来介绍PLC在装配流水线控制系统中的应用。该操作对应的流程图如图8-18所示,对应的过程如下所述:
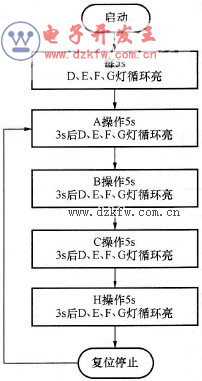
图8-18 装配流水线控制接线图
(1)启动系统:启动该装配流水线系统,产生周期Is的脉冲,使M0.0为1。
(2)开始工作:每5s使M10.0为1,每秒M10.0右移一位,从M10.1依次移至M10.5;D、E、F、G灯顺序各亮1s,M10.0为1使M1.1为1、M20.0为1。
(3)工作后第5s M10.5为1使M1.0为1,每5s M20.O右移一位,从M20.1依次移至M20.4。
(4)工作后第5s执行A操作,即第5s,M20.0右移使M20.1为1,进行A操作;3s后M0.2为1(持续1.5s),即第8s M0.2为1使M10.6为1,循环右移,每秒M10.6右移一位,从M10.7依次移至M11.1,使D、E、F、G灯顺序亮。
(5)工作后第10s执行B操作,即第10s,M20.0右移使M20.2为1,进行B操作;3s后M0.3为1(持续1.5s),即第13s M0.3为1使M12.0为1,循环右移,每秒M12.0右移一位,从M12.1依次移至M12.5,使D、E、F、G灯顺序亮。
(6)工作后第15s执行C操作,即第15s,M20.0右移使M20.3为1,进行C操作;3s后M0.4为1(持续1.5s),即第18s M0.4为1使M12.6为1,循环右移,每秒M12.6右移一位,从M12.7依次移至M13.1,使D、E、F、G灯顺序亮。
(7)工作后第20s执行H操作,即第20s,M20.0右移使M20.4为1,进行H操作;3s后M0.5为1(持续1.5s),即第23s M0.5为1,使M10.0为1,循环右移,每秒M10.0右移一位,从M10.1依次移至M10.5,使D、E、F、G灯顺序亮,M20.4为1使M1.2为1,M20.0为1,为下一轮循环提供有效值,8s后M1.2消失。
(8)工作后第25s再次执行A操作,开始循环操作。
上述装配流水过程的PLC控制程序如图8-19所示。
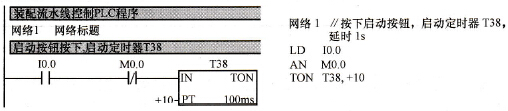
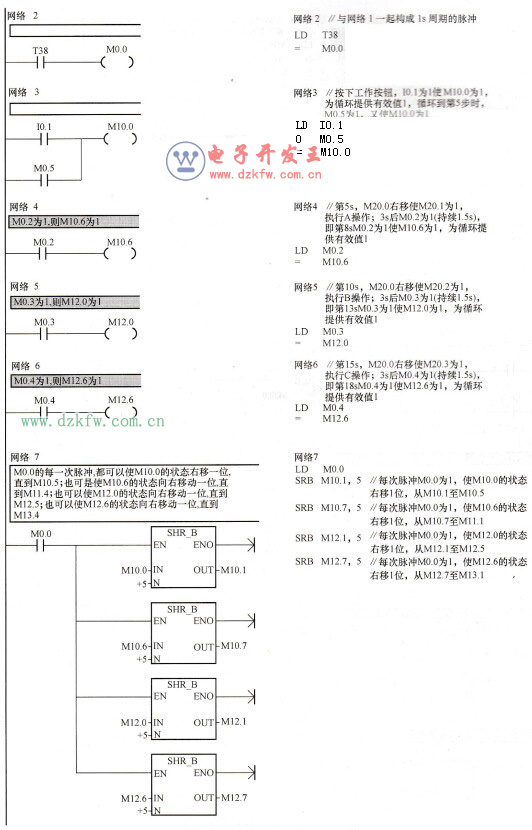
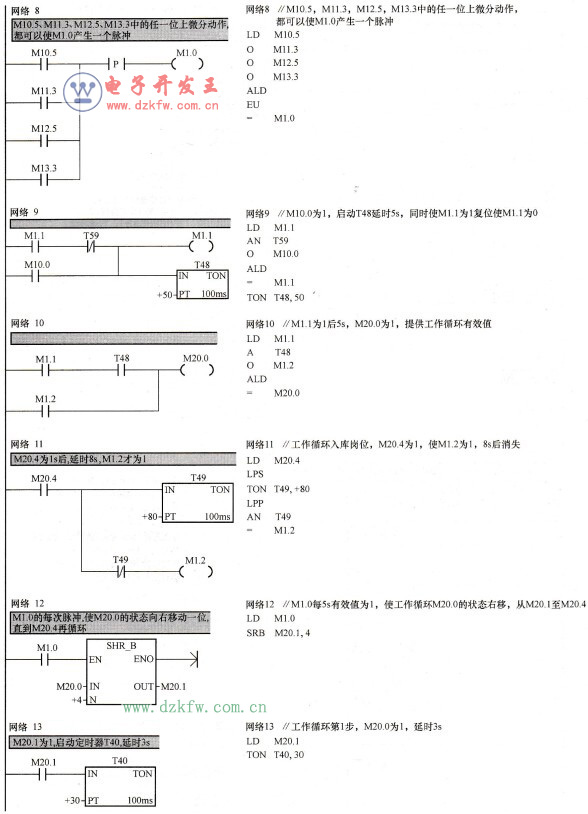
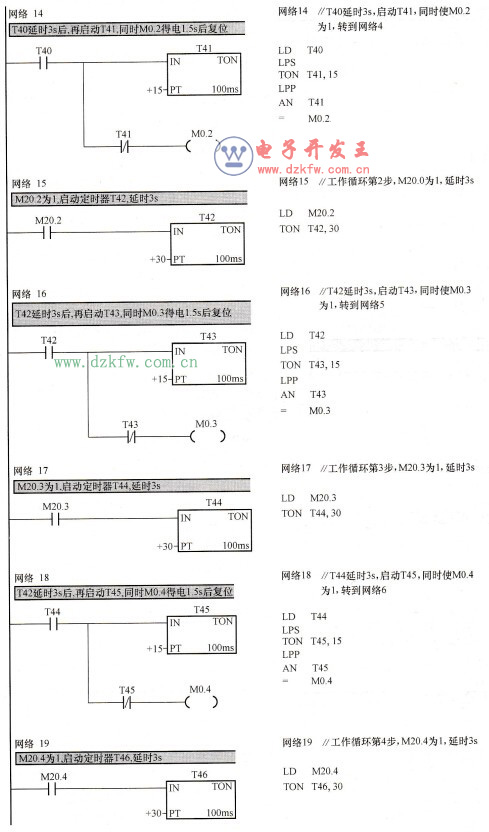
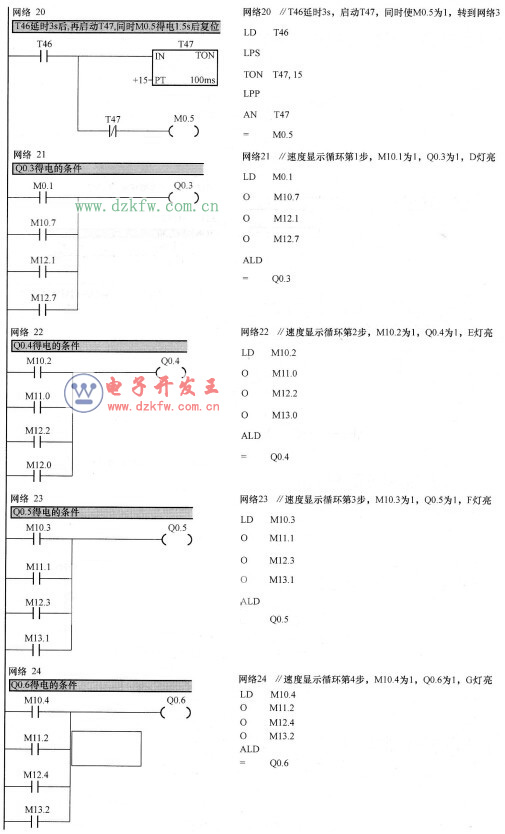
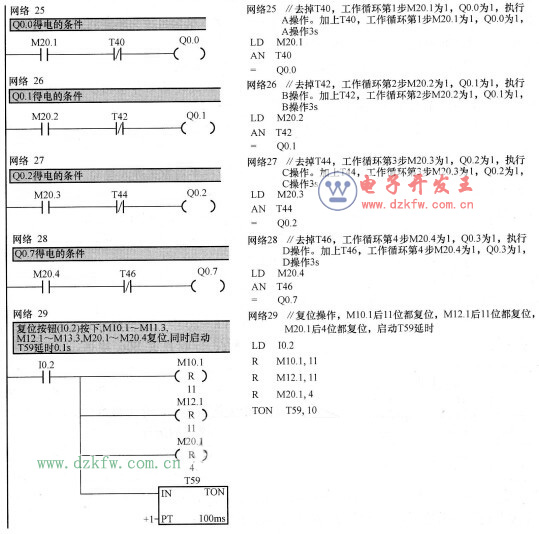
图8-19 装配流水线梯形图
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底