

有关三菱FX-PLC的编程实例,如何来实现按钮计数控制,可以用三菱FX-PLC编程实现,按钮X000每接通一次,计数器C0计数值(当前值)增1,当计数器C0的当前值为4时,Y000接通,信号指示灯亮。
三菱plc FX-PLC按钮计数控制代码,梯形图实例
1、任务需求
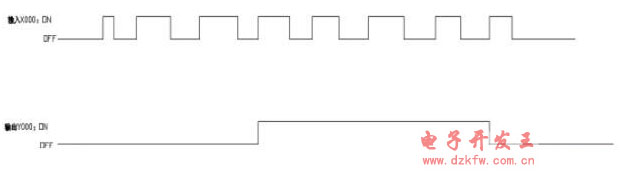
输入按钮X000按下4次,信号灯Y000亮;输入按钮X000再按下3次,信号灯Y000熄灭。按钮计数控制时序图如下:
2、I/O地址分配

3、程序代码,计数器的使用
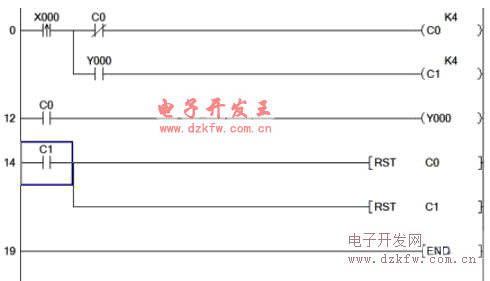
4、程序解读
(1)按钮X000每接通一次,计数器C0的计数值(当前值)就会增1;
(2)当计数器C0的当前值为4时,Y000接通,信号指示灯亮;
(3)继续按下按钮X000,计数器C0不计数,C1开始计数,当C1的当前值达到4时,计数器CO和C1都被复位,Y000断开,信号指示灯灭。


 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底