
运输车的起动由左行起动按钮和右行起动按钮SB1、SB2进行控制;
运输车起动运行后,首先右行到限位开关SQ1处,此时运输车停止进行装料,30秒后装料完毕,运输车开始左行;
当运输车左行至限位开关SQ2处时,运输车停止进行卸料,60 s后卸料结束,再右行,行至限位开关SQ1处再停止,进行装料,如此循环工作。
按下停止按钮SB3后,运输车停止工作。
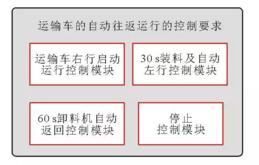
根据运输车的自动往返运行的控制要求,我们可以将功能模块划分为4部分,如下图所示。
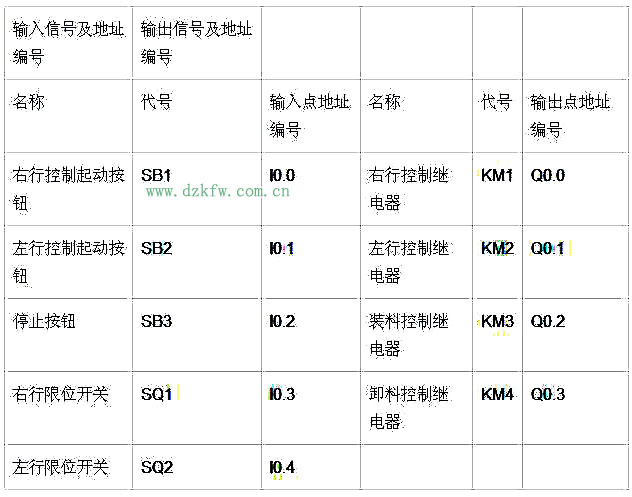
编写程序之前填写plc梯形图的I/O分配表。
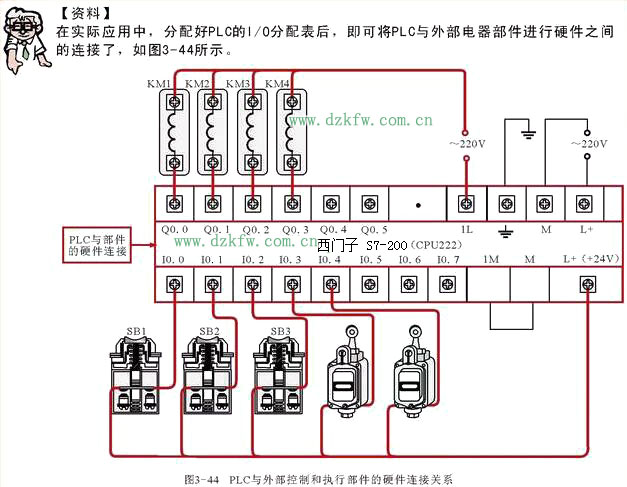
I/O分配完毕,便可根据控制过程完成PLC梯形图的程序编写。
1)运输车右行起动控制过程的PLC梯形图

2)30s装料及自动左行控制过程的西门子plc梯形图
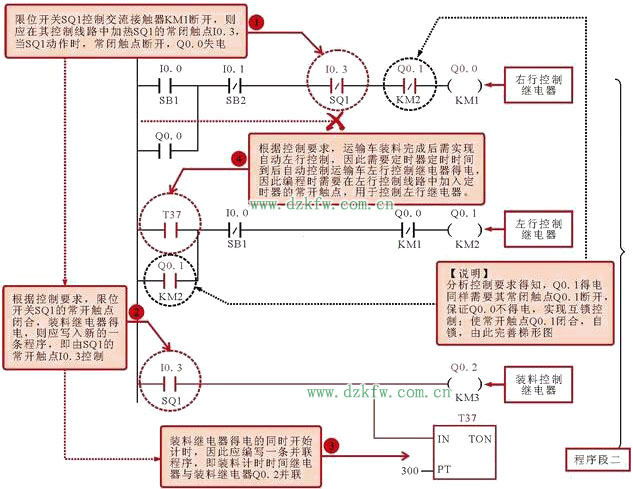
3)60s卸料及自动返回(右行)控制过程的西门子PLC梯形图
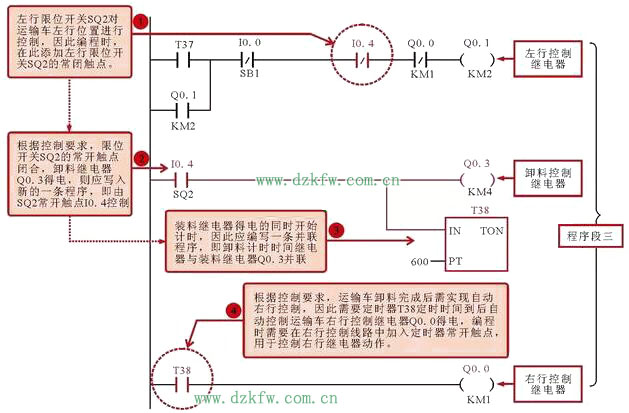
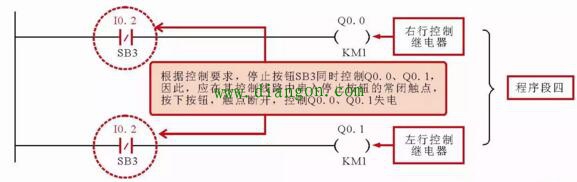
4)运输车停止控制过程的PLC梯形图
5)程序的合并和调整
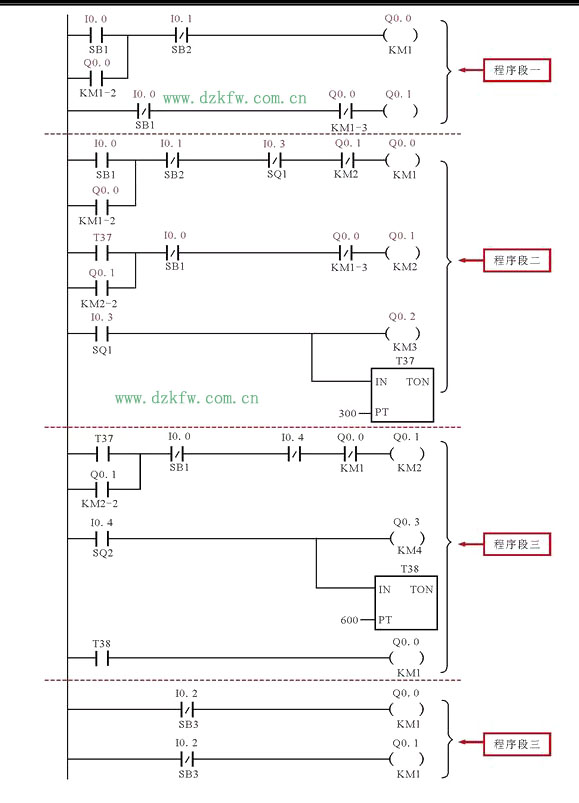
最终获得的PLC梯形图程序,如下图所示。

 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底