
三菱FX系列PLC编程的实例,一例三菱FX-PLC钻孔动力头控制程序,冷加工自动线有一个钻孔动力头,用三菱PLC实现自动控制,下面来看下实例代码及实现过程。
三菱FX-PLC转孔动力头控制程序,三菱plc钻孔控制程序,钻床钻孔控制程序
1、任务需求
某一冷加工自动线有一个钻孔动力头,控制示意图如下:
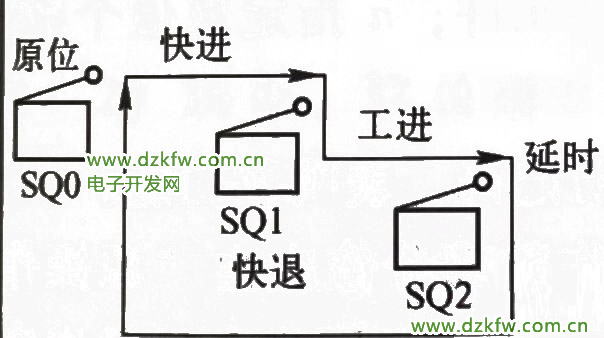
以下是动力头的加工过程及时序图,按要求编写PLC程序。
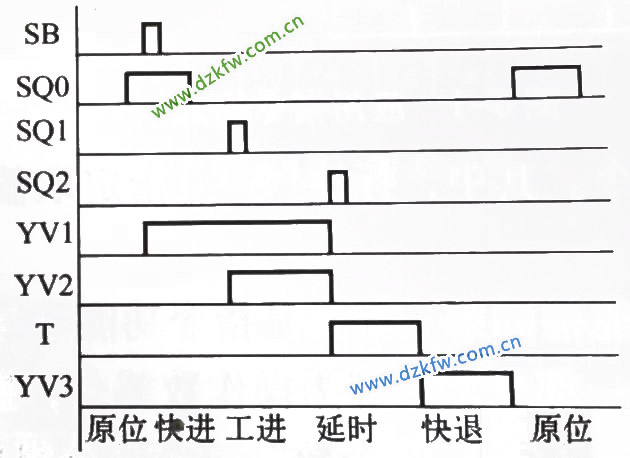
动力头在原位,加上启动信号(SB)接通电磁阀YV1,动力头快进。
动力头碰到限位开关SQ1后,接通电磁阀YV1、YV2,动力头由快进转为工进。
动力头碰到限位开关SQ2后,开始延时,时间为10S。
当延时时间到时,接通电池阀YV3,动力头快退。动力头回原位后,停止。
2、I/O地址分配

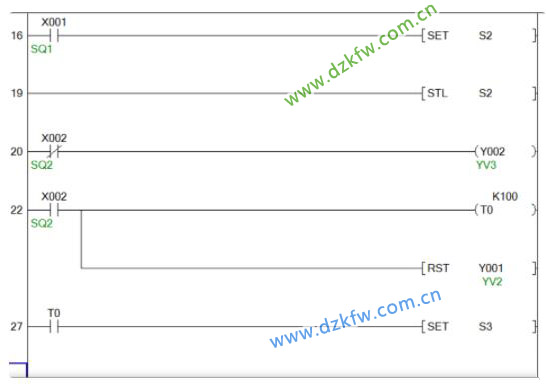
3、程序代码


 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底