
GX���������ʹ��
һ������GX Developer���ı���������
1���½�һ������
���������衿
[����]->[�½�����]���� ![]() �� Ctrl+ N������������ĶԻ���
�� Ctrl+ N������������ĶԻ���
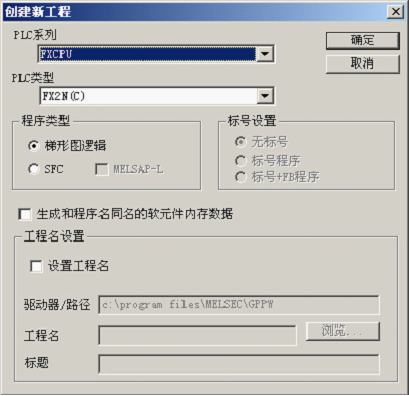
ͼ3-5-1 �����¹��̶Ի���
��һ����ѡ��PLCϵ�У�ѡ�������PLCϵ�У�����������ѡ��FXCPU��
�ڶ�����ѡ��PLC���ͣ�����������ѡ��FX2N(C)��
��������ѡ��������ͣ�����ѡ��Ĭ�ϵ�����ͼ��Ȼ��ȷ����
ע��������ѡ�������Ȳ��ùܡ�
2�����ù��߰�ť
����ƽ�����õ���������ͼ���ڳ��ù�������
ͼ3-5-2 ������
���˽�һ�³��õ�����ͼ����
��1���������� ![]() ������������£�û���ź����룩����״̬�Ƕ�·״̬�����ź�����ʱ������պϡ�
������������£�û���ź����룩����״̬�Ƕ�·״̬�����ź�����ʱ������պϡ�

ͼ3-5-3 ��������
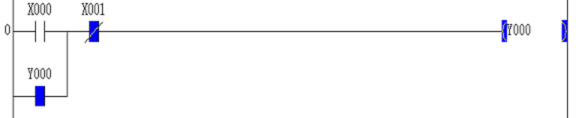
��������£�X0 �����·��Y0 ״̬Ϊ 0�������� Y0 û����� X0 ������ʱ��X0 �� COM �̽ӣ���X0 �պϣ�Y0 ״̬Ϊ 1�������� Y0 �����
��2�����մ���![]() ������������£�û���ź����룩����״̬��ͨ·״̬�����ź�����ʱ�������·��
������������£�û���ź����룩����״̬��ͨ·״̬�����ź�����ʱ�������·��

ͼ3-5-4 ���մ���
��������£�X1 ���㴦�պ�״̬��Y0 ״̬Ϊ 1�������� Y0 ��������� X1 ������ʱ��X1 �� COM �̽ӣ���X1 �Ͽ���Y0 ״̬Ϊ 0�������� Y0 û�����
��3��������Ȧ![]() ��������̵��������� Y0�������м�̵��������� M0��������ʱ�������� T0������������������C0���������������
��������̵��������� Y0�������м�̵��������� M0��������ʱ�������� T0������������������C0���������������
������̵��� Y��Y0��Y1...������ֱ�Ӻ�ʵ�ʵ�������������������ӣ��� Y �����ʱ��ʵ�ʶ��Ӿ��������
���м�̵��� M��M0��M1...������ֻ��Ϊ�м�ת��ʹ�õļ̵�����������Ϊʵ�ʵ�����������ڳ����д������һ�����м�ת��ʹ�á�
�۶�ʱ����T0��T1...������ʱ�ã�������ƽ����ʱ��̵���һ���Ĺ��ܣ�������ٽ�һ����ϸ���⡣
�ܼ�������C0��C1...�������ã�����Ҳ���ٽ��⡣
��4���������� ![]() ���������������ã������������£�������ɺ��뵯�����߰�ť���ٵ��һ�¼��ɣ���
���������������ã������������£�������ɺ��뵯�����߰�ť���ٵ��һ�¼��ɣ���
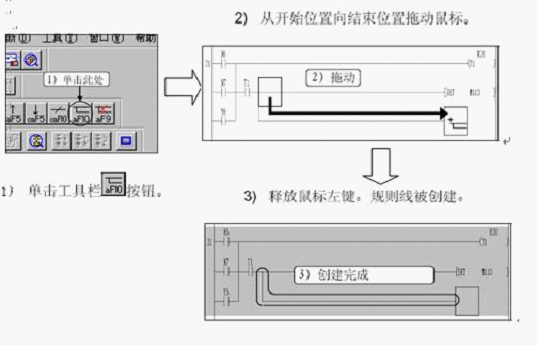
ͼ3-5-5 ��������
��5������ɾ��![]() ������ɾ������������ã�������ɺ��뵯��ɾ�����߰�ť���ٵ��һ�¼��ɣ���
������ɾ������������ã�������ɺ��뵯��ɾ�����߰�ť���ٵ��һ�¼��ɣ���
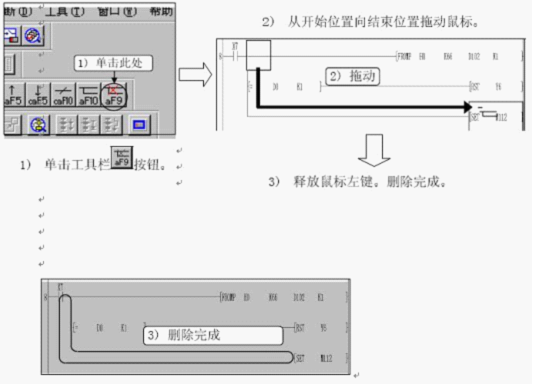
ͼ3-5-6 ����ɾ��
��6������״̬��
������������������ �� �� �� ��
�� ����ģʽ���ڸ�״̬�£�ֻ�ܲ鿴����ҳ����ܶԳ������κε��Ļ�༭�������ð�ť��ѡ�и�״̬��
�� д��ģʽ���ڸ�״̬�£������ĺͱ༭�������ð�ť��ѡ�и�״̬��
�� ���ģʽ���ڸ�״̬�£����ܶԳ������״̬��أ������ܱ༭�������ð�ť��ѡ�и�״̬��
�� ��أ�д��ģʽ��:�ڸ�״̬�£����ܶԳ������״̬��أ�Ҳ���Ա༭�������ð�ť��ѡ�и�״̬��
ע�⣺���صij���һ��Ϊ����״̬�����Ҫ�Գ�������ģ�һ��Ҫѡ��д��ģʽ��
3������һ���µ�����ͼ
�˽����⼸�����õĻ�������ָ�����������Ͷ��ְ�һ������д�� PLC ��ȥ��
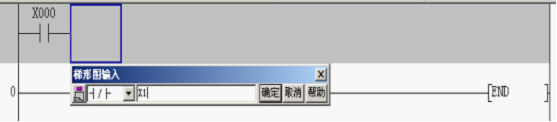
��һ��������һ�У��ڱ�̿ռ���������Ҽ���ѡ���в��롱���� Shift + Inset ��

ͼ3-5-7 �в���
�ڶ���������X0�������㣺���������� ![]() ��ť����F5�����������봰��,���롰X0����ȷ����
��ť����F5�����������봰��,���롰X0����ȷ����
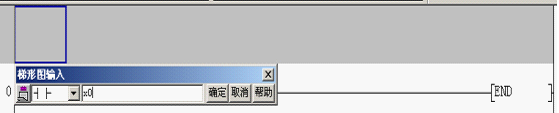
ͼ3-5-8 ����������
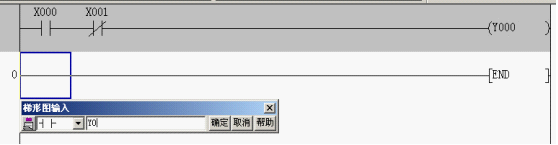
������������X1���մ��㣺����������![]() ��ť����F6�����������봰��,���롰X1����ȷ����
��ť����F6�����������봰��,���롰X1����ȷ����
ͼ3-5-9 ���յ�����
���IJ�������Y0�����Ȧ������������ ![]() ��ť����F7�����������봰��,���롰Y0����ȷ����
��ť����F7�����������봰��,���롰Y0����ȷ����

ͼ3-5-10 ��Ȧ����
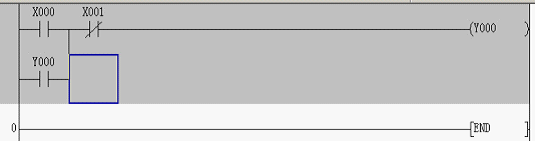
���岽������ Y0 �������㣺����������![]() ��ť���� F5 �����������봰��,���롰Y0����ȷ����
��ť���� F5 �����������봰��,���롰Y0����ȷ����
ͼ3-5-11 ����������
������������ X0 �� Y0 ���㣨ʹ�û��߹��� ![]() ���ߣ���
���ߣ���
ͼ3-5-12 ���㲢��
���߲���ת������ͼ��������ͼ����ɿ������ص� PLC �Ĵ��룩����� ![]() ������ F4 ��
������ F4 ��
�ڰ˲���������̣���� ![]() ���ߵ���½Ӳ˵�
���ߵ���½Ӳ˵� ![]() ����
����![]() ���湤�� ��ʹ�� Ctrl + SҲ�С�ѡ�����·��������Ҫ����Ĺ������֣����磺��������
���湤�� ��ʹ�� Ctrl + SҲ�С�ѡ�����·��������Ҫ����Ĺ������֣����磺��������
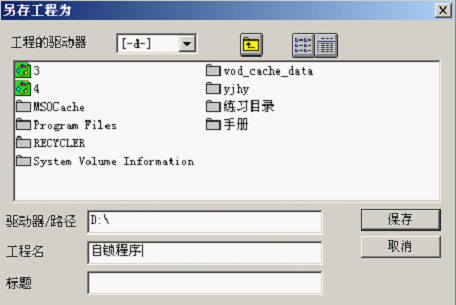
ͼ3-5-13 ����
�ھŲ������� PLC �����ͨ�š�
��1�����ȣ���Ҫһ������ PLC �����ߣ��������ӵ����� PLC��
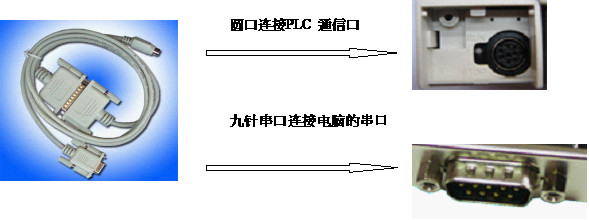
ͼ3-5-14 ����������
��2�����ú� PLC�����ͨ�ŵĶ˿ںš�
�����ԵĴ���ͨ�Ŷ˿ںŲ鿴����������ҵĵ��ԣ��������Ҽ���ѡ�����ԣ�ѡ��Ӳ��ҳ�棭ѡ�� �豸���������㿪ͨ�Ŷ˿ڣ��Ϳɲ鿴����ǰ�Ĵ���ͨ�ſڱ���Ƕ��٣���
��������˵������ߣ��������ã������������öԻ���
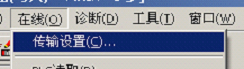
ͼ3-5-15 ��������
˫�� ![]() �����������öԻ������ú� COM �˿ںţ�������ѡ�� 9.6Kbps �� 19.2Kbps ���ɡ�
�����������öԻ������ú� COM �˿ںţ�������ѡ�� 9.6Kbps �� 19.2Kbps ���ɡ�
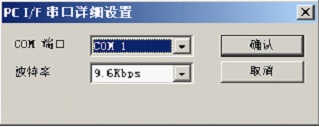
ͼ3-5-16 �˿�����
ȷ�Ϻ���ͨ�ţ����![]() ���ͨ�ųɹ������ɹ��Ի��� �������ټ��ͨ�ŵ��º�ͨ�Ŵ��ںš�
���ͨ�ųɹ������ɹ��Ի��� �������ټ��ͨ�ŵ��º�ͨ�Ŵ��ںš�
��ʮ�����ѱ�д����ת����ij������ص� PLC �� ��
��1����� ![]() ��ѡ�� ���ߨD�DPLC д�룬����д��Ի�����������ֻѡ��д����� MAIN �ĶԻ�����Ϲ���
��ѡ�� ���ߨD�DPLC д�룬����д��Ի�����������ֻѡ��д����� MAIN �ĶԻ�����Ϲ���
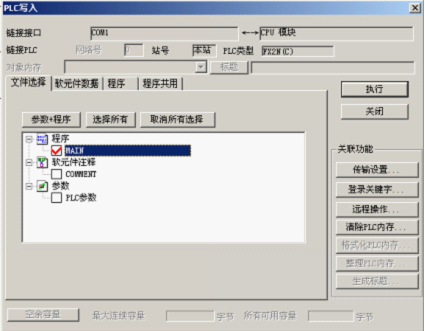
ͼ3-5-17 PLCд��Ի���
��2��ѡ�����ҳ�棬����Ҫ���صij��������ڷ�Χ�����ѡ����Χָ������ָ���ò�����
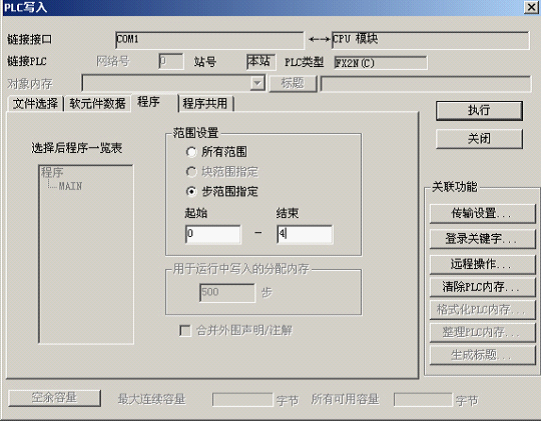
����IJ���Ϊ��ҳ�涥�ϵIJ�����ȥ 1������ͼ������Ϊ 5��1��4 ��ָ���ò������ִ�а�ť��һ·ѡ���ǡ��������������ϡ�
![]()
ͼ3-5-18 д��������
��ʮһ�������в���س���״̬ ��
��1���� PLC ��״̬�� RUN λ�� 
��2���ѳ���״̬���ģʽ ![]()
��������ʵʱ�ؼ�ص� PLC �������е�״̬������ͼ ��
�١�SB1��SB2 ������ͨ״̬

�ڡ�SB1 ��ͨ��SB2 ����ͨ

�ۡ�SB1 ��ͨ�Ժ�Y0 ����
�ܡ�SB2 ��ͨ��Y0 ��·

ͼ3-5-19 ������ͼ
���Ͼ������һ�� PLC ������½�����������ͼ��PLC ���ӣ����أ���صĹ��̡�
 ���ض���
���ض��� ˢ��ҳ��
ˢ��ҳ�� �µ�ҳ��
�µ�ҳ��