

用PLC控制步进电机的相关指令
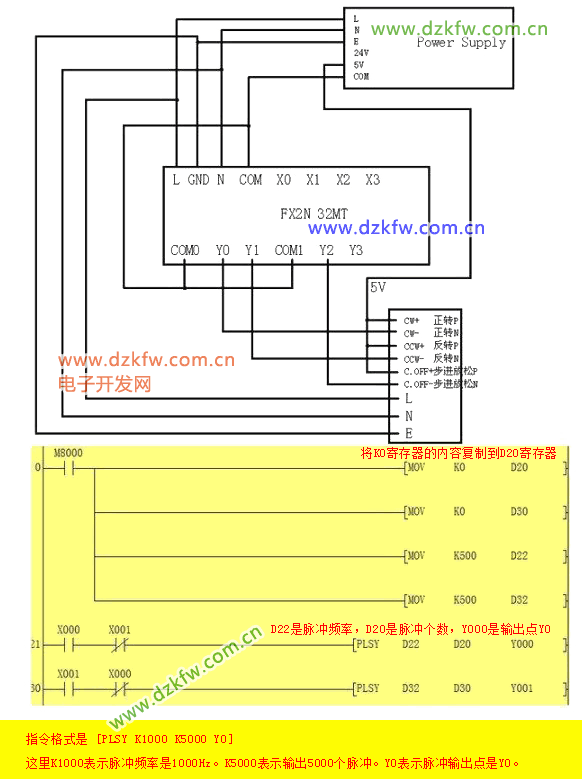
下面介绍的指令只适用于、系列的晶体管输出PLC,如高训的-。这些指令主要是针对用PLC直接联动伺服放大器,目的是可以不借助其他扩展设备(例如1GM模块)来进行简单的点位控制,使用这些指令时最好配合三菱的伺服放大器(如MR-J2)。然而,我们也可以用这些指令来控制步进电机的运行,如高训室的实验台架。下面我们来了解相关指令的用法:脉冲输出指令PLSY()
PLSY指令用于产生指定数量的脉冲。助记法为HZ、数目Y出来。指令执行如下:带加减速的脉冲输出指令PLSR()回原点ZRN()--------重点撑握ZRN指令用于校准机械原点。助记法为高速、减速至原点。
指令执行如下:
DRVI为单速增量驱动方式脉冲输出指令。这个指令与脉冲输出指令类似但又有区别,
只是根据数据脉冲的正负多了个转向输出。本指令执行如下:绝对位置驱动指令DRVA()
本指令与DRVI增量驱动形式与数值上基本一样,唯一不同之处在于[S1.]:在增量驱动中,[S1.]指定的是距离,也就是想要发送的脉冲数;而在绝对位置驱动指令中,[S1.]定义的是目标位置与原点间的距离,即目标的绝对位置。
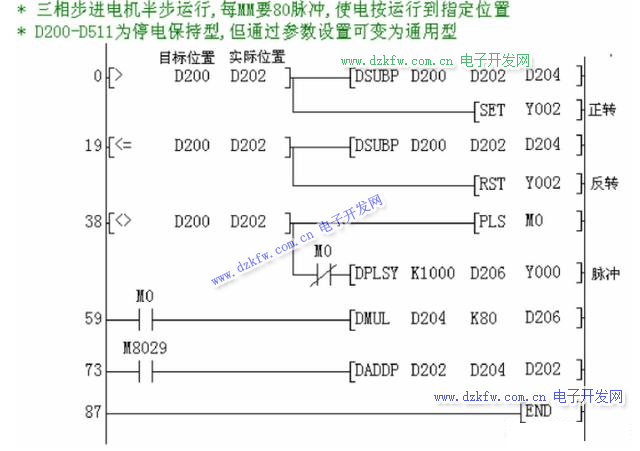
三菱PLC步进电机指令:三菱plc控制步进电机程序
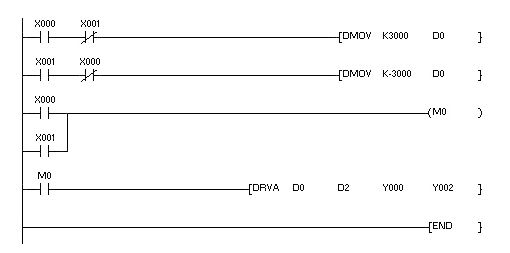
如图,这个就是一个步进电机的正反转的运行,Y0接步版进驱动器的权脉冲,Y1接步进驱动器的方向,M0为ON时正转,M1为ON时反转,D0是脉冲的频率,D1是脉冲的个数。
移动速度和脉冲频率有关,在细分数一定的条件下,频率越高速度越快,行走的距离和脉冲个数有关,脉冲个数越多,行走距离越长,(在三菱这个指令中,脉冲个数为0时,是一直运行,相当于无限个数),具体的移动速度和行走距离得根据你的设置(频率,细分数,脉冲个数等)和硬件(包括步进电机的步距角,丝杆的丝距,齿轮组的齿轮比,齿轮带的传送比等)来调节。
三菱PLC步进电机指令:三菱 步进电机 PLC编程
PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器里。当机械位于我们设定的原点位置时用程序把的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将的值清零(本程序中没有做此功能)
·32位寄存器是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,的值是。此时闭合X1,机械反转动作到B点,也就是-的位置。的值就是-。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则的值就是,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时的值是-)闭合X0,则机械正转个脉冲停止,也就是停在了原点。的值为0
·当机械在B点时(假设此时的值是-)闭合X1,则机械反转个脉冲停止,也就是停在了左边距离B点的位置(图中未画出),的值为-。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
·V+,GND:为驱动器直流电源端子,也有交流供电类型。
·A+,A-,B+,B-分别接步进电机的两相线圈。
以上就是关于三菱PLC步进电机指令相关介绍,希望对读者朋友有所帮助。如果你还有疑问,欢迎关注电子开发网 微信公众号




 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底