
PLC具有结构简单、编程方便、功能完善、可靠性高、体积小、维护方便等特点,近年来被广泛地应用于各种控制,如在制药厂、水厂等一些对除尘要求比较严格的车间,人或物进入这些场所前需要进行除尘处理,为了保证除尘操作的严格进行,避免人为因素对除尘要求的影响,可以用PLC对除尘室的门进行有效控制。
本节主要介绍西门子S7-200系列PLC在某无污染、无尘车间进门时对人或物进行除尘的过程。在本系统中,人或物进入无污染、无尘车间前,首先需在除尘室严格进行指定时间的除尘才能进入车间,否则门打不开,不能进入车间。
一、系统示意图
除尘室除尘控制系统的原理示意图如图12-20所示。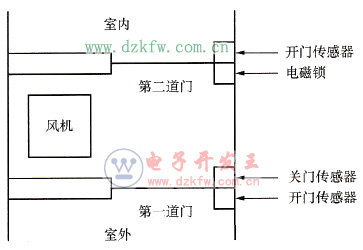
图12-20 除尘室除尘原理示意图
图12-20中的第一道门处安装有两个传感器,开门传感器和关门传感器。除尘室内有两台风机,用来对人或物除尘。第二道门上安装有开门传感器和电磁锁,该锁在系统控制下可自动锁上或打开。另外,进入室内时需要进行除尘处理,出门时不需要除尘。
二、工艺要求
(1)除尘室有两道门,两道门之间有两台风机,用来对人或物除尘,第二道门上安装有电磁锁,该锁在系统控制下能自动锁上或打开。
(2)入进入车间时必须先打开第一道门进入除尘室,除尘后方可进入室内。当第一道门打开时,开门传感器动作,第一道门关上时关门传感器动作,第二道门打开时相应的开门传感器动作。
(3)第一道门关上后,风机开始吹风,电磁锁把第二道门锁上并延时20s(此延时时间可根据实际情况自由设定)后风机自动停止运行,电磁锁自动打开,此时可打开第二道门进入室内。
(4)人从室内出来时,第二道门的开门传感器先动作,第一道门开门传感器才动作。关门传感器动作与进入时相同,但由于此时不需要除尘,所以风机、电磁锁均不动作。
三、控制系统硬件设计
1.输入/输出信号分析
此PLC控制系统相对比较简单,根据现场实际情况可知,系统的输入信号有:第一道门开门传感器1个,关门传感器一个,第二道门开门传感器一个,所以共需要三个传感器接口,因此,需要3个输入端子。
输出信号:需2个继电接触器来控制两台风机,此外,还需控制进入第二道门的电磁锁,共三个执行元件,所以需要3个输出端子。
2.PLC的输入/输出分配表
根据上述的输入/输出信号分析,结合除尘室的除尘原理,可设计如表12-4所示的PLC输入/输出分配表。
表12-4 PLC输入/输出分配表
3.PLC选型
根据上述的PLC输入/输出信号分析,参看表2-1,本实例中PLC选择西门子S7-200系列中的小型CPU222,带继电器输出,CPU222有8路输入和6路输出,完全能够满足本实例中的控制要求。
4.PLC硬件接线图
根据前述的输入/输出分配表,可画出如图12-21所示的除尘室PLC控制系统的简单接线图。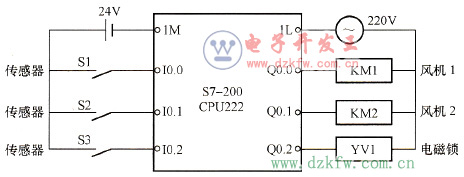
图12-21 控制系统简单接线图
四、控制程序设计
根据工艺要求编制相应的控制程序,除尘室控制系统梯形图及其对应的语句表如图12 22所示。在程序中,用到了SM0.1、SM0.5和置位、复位等指令,设计一个定时器T37,以保证20s的延时进行彻底除尘。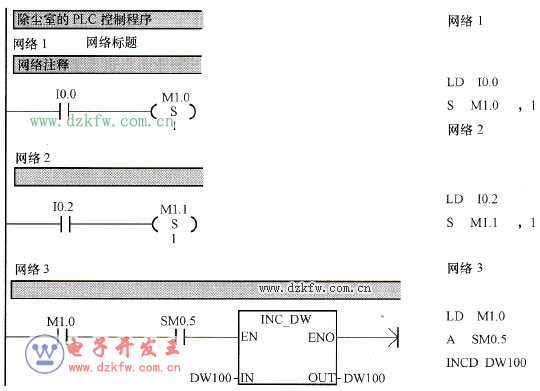
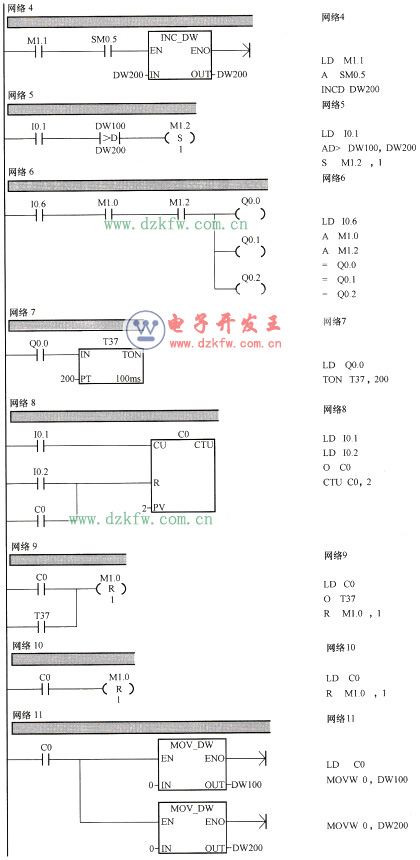
图12-22 除尘室控制系统梯形图及语句表
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底