
一、明确系统控制要求
大小铁球分拣机结构如图6-13所示。M1为传送带电动机,通过传送带驱动机械手臂左向或右向移动;M2为电磁铁升降电动机,用于驱动电磁铁YA上移或下移;SQ1、SQ4、SQ5分别为混装球箱、小球球箱、大球球箱的定位开关,当机械手臂移到某球箱上方时,相应的定位开关闭合;SQ6为接近开关,当铁球靠近时开关闭合,表示电磁铁下方有球存在。
大小铁球分拣机控制要求及工作过程如下:
①分拣机要从混装球箱中将大小球分拣出来,并将小球放入小球箱内,大球放人大球箱内。
②分拣机的初始状态(原点条件)是机械手臂应停在混装球箱上方,SQ1、SQ3均闭合。
③在工作时,若SQ6闭合,则电动机M2驱动电磁铁下移,2s后,给电磁铁通电从混装球箱中吸引铁球,若此时SQ2处于断开,表示吸引的是大球,若SQ2处于闭合,则吸引的是小球,然后电磁铁上移,SQ3闭合后,电动机M1带动机械手臂右移,如果电磁铁吸引的为小球,机械手臂移至SQ4处停止,电磁铁下移,将小球放入小球箱(让电磁铁失电),而后电磁铁上移,机械手臂回归原位,如果电磁铁吸引的是大球,机械手臂移至SQ5处停止,电磁铁下移,将小球放人大球箱,而后电磁铁上移,机械手臂回归原位。
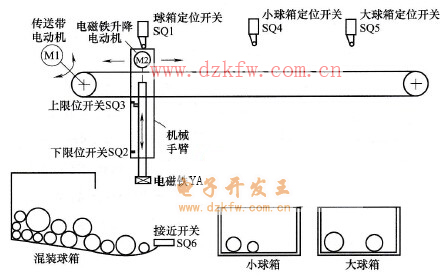
图6-13 大小铁球分拣机的结构
二、确定输入/输出设备并分配合适的PLC I/O端子
大小铁球分拣机控制系统用到的输入/输出设备和对应的PLC端子见表6-3。
表6-3 大小铁球分拣机控制采用的输入/输出设备和对应的PLC端子
|
输入 | ||
|
输入设备 |
对应端子 |
功能说明 |
|
SB1 |
0. 00 |
启动控制 |
|
SQ1 |
0. 01 |
混装球箱定位 |
|
SQ2 |
0. 02 |
电磁铁下限位 |
|
SQ3 |
0. 03 |
电磁铁上限位 |
|
SQ4 |
0. 04 |
小球球箱定位 |
|
SQ5 |
0. 05 |
大球球箱定位 |
|
SQ6 |
0. 06 |
铁球检测 |
|
输出 | ||
|
输出设备 |
对应端子 |
功能说明 |
|
HL |
100.00 |
工作指示 |
|
KM1线圈 |
100.01 |
电磁铁上升控制 |
|
KM2线圈 |
100.02 |
电磁铁下降控制 |
|
KM3线圈 |
100.03 |
机械手臂左移控制 |
|
KM4线圈 |
100.04 |
机械手臂右移控制 |
|
KM5线圈 |
100.05 |
电磁铁吸合控制 |
三、绘制PLC控制线路图
图6-14为大小铁球分拣机的PLC控制线路图。
四、编写PLC控制程序
(1)绘制状态转移图
分拣机拣球时抓的可能为大球,也可能为小球,若抓的为大球时则执行抓取大球控制,若抓的为小球则执行抓取小球控制,这是一种选择性控制,编程时应采用选择性分支方式。
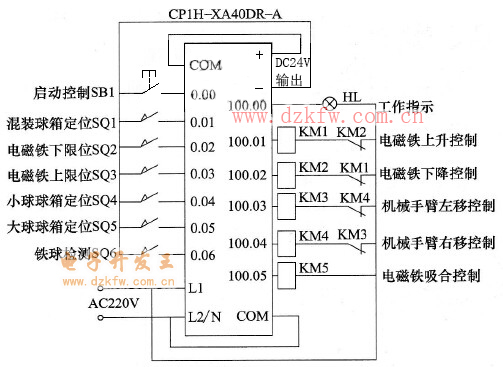
图6-14 大小铁球分拣机的PLC控制线路图
图6-15为大小铁球分拣机控制的状态转移图。
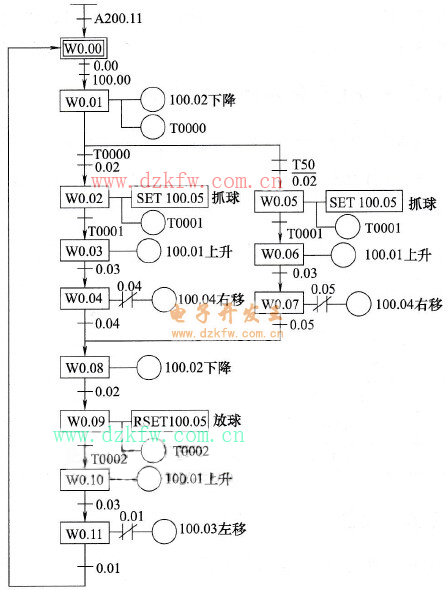
图6-15 大小铁球分拣机控制的状态转移图
(2)绘制梯形图
启动CX-编程软件,根据如图6-15所示的状态转移图编写梯形图,编写完成的梯形图如图6-16所示。
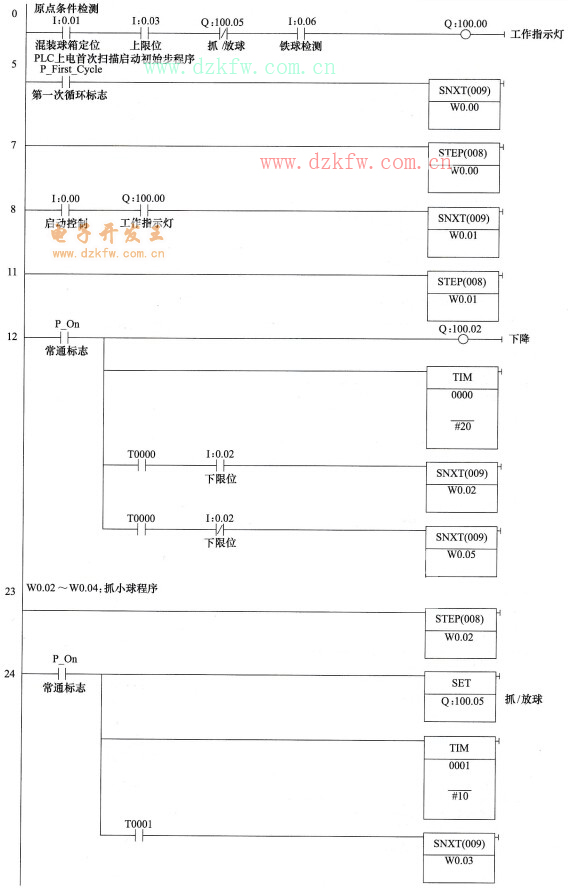
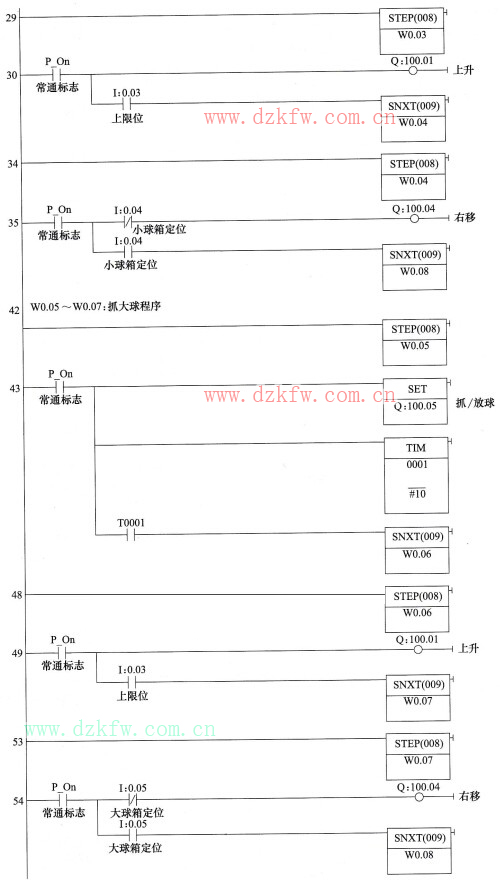
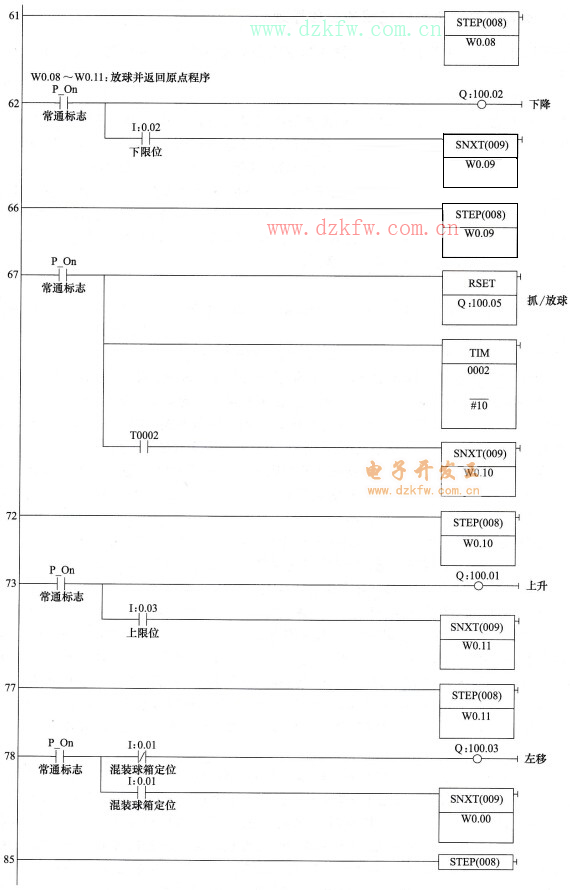
图6-16 大小铁球分拣机控制的梯形图
五详解硬件线路和梯形图的工作原理
下面结合图6-13分拣机结构图、图6-14控制线路图和图6-16梯形图来说明分拣机的工作原理。
(1)检测原点条件
图6-16梯形图中的[0]程序用来检测分拣机是否满足原点条件。分拣机的原点条件有:①机械手臂停止混装球箱上方(会使定位开关SQ1闭合,[0]0.01常开触点闭合);②电磁铁处于上限位位置(会使上限位开关SQ3闭合,[0] 0.03常开触点闭合);③电磁铁未通电(Q0.5线圈失电,电磁铁也无供电,[0] Q0.5常闭触点闭合);④有铁球处于电磁铁正下方(会使铁球检测开关SQ6闭合,[0] 0.06常开触点闭合)。这4点都满足后,[0] 100. 00线圈得电,[8] 100.00常开触点闭合,同时100. 00端子的内硬触点接通,指示灯HL亮,HL不亮,说明原点条件不满足。
(2)工作过程
当PLC上电启动时,A200. 11触点会接通一个扫描周期,执行“SNXT W0. 00”指令,转移启动W0. 01步程序。
当按下启动按钮SB1时→[8]0.00常开触点闭合→由于100. 00触点闭合,故执行“SNXT W0. 01”指令,转移启动W0. 01步程序→[12]P_On触点闭合→[12]100. 02线圈得电,通过接触器KM2使电动机M2驱动电磁铁下移,与此同时,定时器T0000开始2s计时→2s后,[12]两个T0000常开触点均闭合,若下限位开关SQ2处于闭合,表明电磁铁接触为小球,[12] 0.02常开触点闭合,[12]0.02常闭触点断开,执行“SNXT W0. 02”指令,转移启动W0. 02步程序,开始抓小球控制程序,若下限位开关SQ2处于断开,表明电磁铁接触为大球,[12] 0.02常开触点断开,[12] 0.02常闭触点闭合,执行“SNXTW0. 05”指令,转移启动W0. 05步程序,开始抓大球控制程序。
①小球抓取控制(W0. 02~W0. 04步程序)。W0. 02步程序被启动后→[24] P_On触点闭合→100.05线圈被置位,通过KM5使电磁铁通电抓住小球,同时定时器T0001开始1s计时→1s后,[24] T0001常开触点闭合,执行“SNXT W0. 03”指令,转移启动W0. 03步程序→[30] P_On触点闭合→100. 01线圈得电,通过KM1使电动机M2驱动电磁铁上升→当电磁铁上升到位后,上限位开关QS3闭合,[30] 0.03常开触点闭合,执行“SNXT W0. 04”指令,转移启动W0. 04步程序→[35] P_On触点闭合→100. 04线圈得电,通过KM4使电动机M1驱动机械手臂右移→当机械手臂移到小球箱上方时,小球箱定位开关SQ4闭合→[35]0.04常闭触点断开,100.04线圈失电,机械手臂停止移动,同时[35]0.04常开触点闭合,执行“SNXT W0.08”指令,转移启动W0. 08步程序,开始放球控制。
②放球并返回控制(W0. 08~W0. 11步程序)。W0. 08步程序启动后→[62] P_On触点闭合,100. 02线圈得电,通过KM2使电动机M2驱动电磁铁下降,当下降到位后,下限位开关SQ2闭合→[62]0.02常开触点闭合,执行“SNXT W0.09”指令,转移启动W0. 09步程序→[67] P_On触点闭合→100.05线圈被复位,电磁铁失电,将球放入球箱,与此同时,定时器T0002开始1s计时→1s后,[67] T0002常开触点闭合,执行“SNXT W0. 10”指令,转移启动W0. 10步程序→[73] P_On触点闭合,100. 01线圈得电,通过KM1使电动机M2驱动电磁铁上升→当电磁铁上升到位后,上限位开关SQ3闭合,[73] 0. 03常开触点闭合,执行“SNXT W0. 11”指令,转移启动W0. 11步程序→[78] P_On触点闭合,100. 03线圈得电,通过KM3使电动机M1驱动机械手臂左移→当机械手臂移到混装球箱上方时,混装球箱定位开关SQ1闭合→[78]0.01常闭触点断开,100. 03线圈失电,电动机M1停转,机械手臂停止移动,与此同时,[78]0.01常开触点闭合,执行“SNXTW0. 00”指令,转移启动W0. 00步程序→[8]P_On触点闭合,若按下启动按钮SB1,则开始下一次抓球过程。
③大球抓取过程(W0. 05~W0. 07步程序)。W0. 05步程序启动后→[43] P_On触点闭合,100. 05线圈被置位,通过KM5使电磁铁通电抓取大球,同时定时器T0001开始1s计时→1s后,[43] T0001常开触点闭合,执行“SNXT W0. 06”指令,转移启动W0. 06步程序→[49] P_On触点闭合,100. 01线圈得电,通过KM1使电动机M2驱动电磁铁上升→当电磁铁上升到位后,上限位开关SQ3闭合,[49]0.03常开触点闭合,执行“SNXTW0. 07”指令,转移启动W0. 07步程序→[54]P_On触点闭合,100. 04线圈得电,通过KM4使电动机M1驱动机械手臂右移→当机械手臂移到大球箱上方时,大球箱定位开关SQ5闭合→[54]0.05常闭触点断开,100. 04线圈失电,机械手臂停止右移,同时[54]0. 05常开触点闭合,执行“SNXT W0.08”指令,转移启动W0. 08步程序,开始放球过程。
大球的放球与返回控制过程与小球完全一样,不再叙述。
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底