
直流电动机是输出或输人为直流电能的旋转电动机,是能实现直流电能和机械能互换和转换的电动机。直流电动机的调速性能很好,起动转矩较大,特别是调速性能为交流电动机所不及。因此,在对电动机的调速性能和起动性能要求较高的生产机械上,大都使用直流电动机进行拖动。
一、直流电动机的工作原理
在图7-41中,N、S为一对固定的磁极(一般是电磁铁,也可以是永久磁铁),两磁铁之间装着一个可以转动的铁质圆柱体(电枢),圆柱体的表面上固定着一个线圈。当线圈中通入直流电流时,线圈受到电磁力的作用,如图7-41 (a)所示,这一对电磁力形成了作用于电枢的一个电磁转矩,转矩的方向是逆时针方向。若电枢转动,线圈边的位置互换,如图7-41 (b)所示,ab边转到下方,而线圈中通过的还是直流电流,此时产生的电磁转矩方向变为顺时针方向。因此,电枢受到的是一种方向交变的电磁转矩,这种交变的电磁转矩只能使电枢来回摇摆,而不能使它连续转动。显然,要使电枢受到一个方向不变的电磁转矩,关键在于,当线圈处在不同极性的磁极下时,如何将流过线圈中的电流方向及时地加以转换。为此,必须添加一个换向器,换向器由互相绝缘的铜质换向片构成,装在电动机轴上,也和电枢绝缘,且和电枢一起旋转。线圈边a和线圈边d分别接在换向器的两个换向片上,换向器又与两个固定不动的石墨制成的电刷A、B相接触。安装换向片后,若将直流电压加于电刷端,直流电流经电刷流过电枢上的线圈,产生电磁转矩,电枢在电磁转矩的作用下就旋转起来。电枢一经转动,由于换向器配合电枢对电流的换向作用,直流电流交替地由线圈边ab和cd流入,使线圈边只要处于N极之下,其中通过电流的方向总是由电刷A流入的方向,而在S极下时,总是由电刷B流出的方向。由此保证了每个磁极下线圈边中的电流始终是一个方向,就可以使电动机连续地旋转。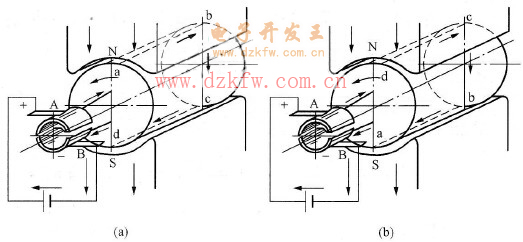
图7-41 直流电动机的工作原理示意图
(a)线圈受到电磁力作用;(b)线圈转动
直流电动机按类型主要分为直流有刷电动机和直流无刷电动机,直流电动机的调速分为电枢控制法和励磁控制法。相对于励磁控制法,电枢控制法具有启动平稳、能量损耗小、效率高和能在大范围内实现无级调速等优点,因此现在大部分场合都采用调节电枢电压的方法来实现直流电动机的调速。
二、直流电动机速度控制系统硬件设计
1.输入/输出信号分析
直流电动机速度控制系统的输入信号有:控制直流电动机启动和停止的按钮各1个,共2路输入信号,需2个输入端子。
输出信号:控制直流电动机运行速度的PWM值,需1个输出端子。
2.PLC的输入/输出分配表
根据PLC的输入/输出信号分析情况,可以对PLC主机的输入/输出点数进行分配,结果如表7-9所示。
表7-9 直流电动机速度控制系统输入/输出分配表 序号 地址 名称 功能说明 2路数字输入信号 1 I0.0 启动按钮 控制直流电动机的启动 2 I0.1 停止按钮 控制直流电动机的停止 1路数字输出信号 1 Q0.0 直流电动机 PWM输出
3.PLC选型
根据表7-9所示的PLC主机的输入/输出分配表,参看第2章表2-1,本实例中可以选择S7 - 200系列PLC中的CPU221作为控制主机。
4.硬件连接图
根据输入/输出分配表,可以画出如图7 - 42所示的PLC主机的硬件接线图。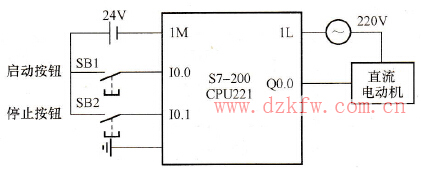
图7-42 直流电动机速度控制系统PLC主机的硬件衔接线图
三、直流电动机速度控制系统软件设计
本实例中,直流电动机的详细工作过程可描述如下:按下启动按钮,电动机开始运转;电动机首先以慢速运转40s,暂停4s后以中速运转50s,再次暂停5s后以高速运转60s,高速运转60s后开始自由停车,直至停止运转。若在工作过程中,按下停止按钮,直流电动机就会停止工作。
根据对直流电动机工作过程的描述,可以设计出直流电动机速度控制系统的程序流程图,如图7-43所示。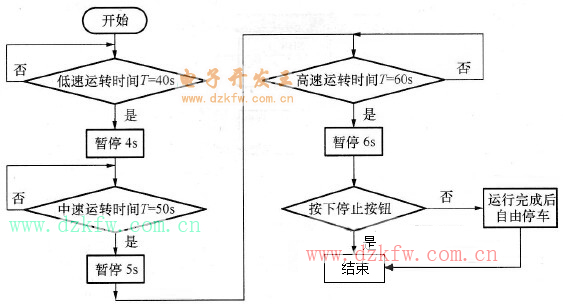
图7-43 直流电动机速度控制系统的程序流程图
根据系统的功能要求,可知应采用高速脉冲输出指令PLS来控制脉冲输出,输出口Q0.0控制位SMB67设置为16:#D8(2#11011000),允许输出,采用PWM模式,PWM同步更新,时间单位为ms,不允许更新PWM脉冲的周期值和脉冲宽度。在低速阶段,输出的PWM脉冲,周期为100ms,脉宽为30ms;在中速阶段,输出的PWM脉冲,周期为100ms,脉宽为50ms;在高速阶段,输出的PWM脉冲,周期为100ms,脉宽为80ms。直流电动机速度控制系统的PLC梯形图以及语句表如图7-44所示。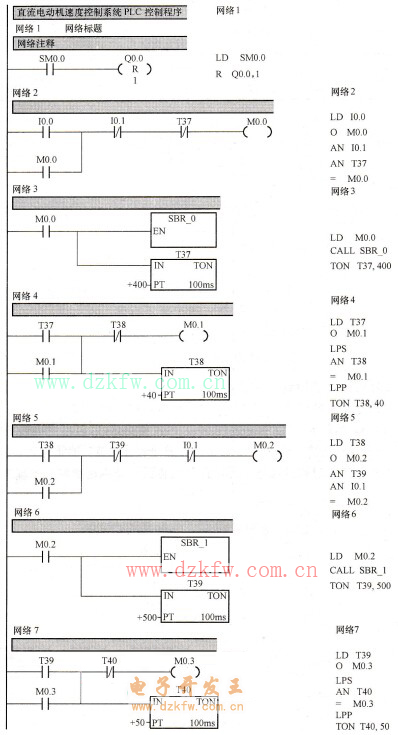
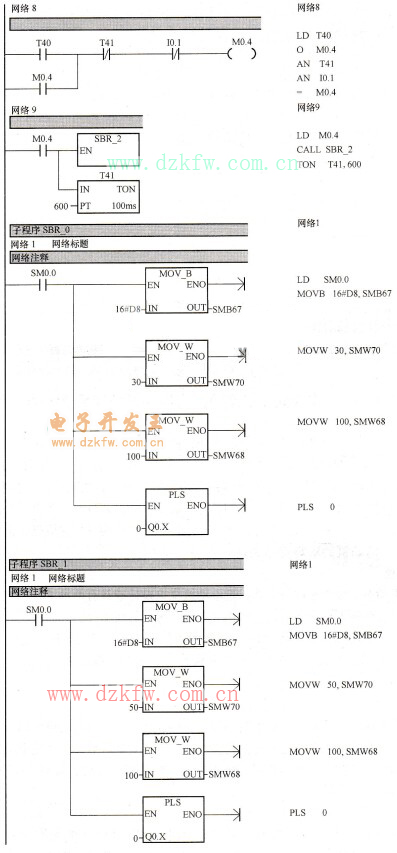
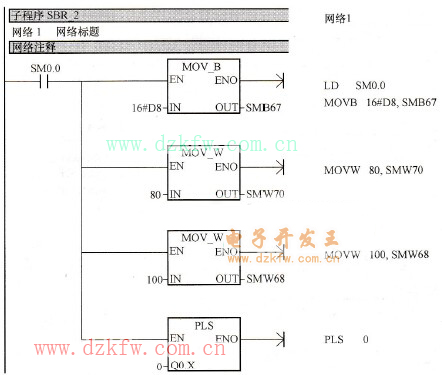
图7-44 直流电动机速度控制系统的PLC梯形图和语句表
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底