
三菱GX-Developer编程软件,是应用于三菱系列plc的中文编程软件,可在Windows 9x 及
以上操作系统运行。
1 GX-Developer 编程软件的主要功能
GX-Developer 的功能十分强大,集成了项目管理、程序键入、编译链接、模拟仿真和程序
调试等功能,其主要功能如下:
(1) 在GX-Developer 中,可通过线路符号,列表语言及SFC 符号来创建PLC 程序,建立
注释数据及设置寄存器数据。
(2) 创建程序PLC程序以及将其存储为文件,用打印机打印。
(3) 该程序可在串行系统中与PLC进行通讯,文件传送,操作监控以及各种测试功能。
(4) 该程序可脱离PLC进行仿真调试。
2 系统配置
(1) 计算机
要求机型:IBM PC/AT(兼容);CPU:486以上;内存: 8兆或更高(推荐16兆以上);显示器:分辨
率为800×600 点,16色或更高。
(2) 接口单元
采用FX-232AWC型RS-232/RS-422转换器(便携式)或FX-232AW 型RS-232C/RS-422转换
器(内置式),以及其他指定的转换器。
(3) 通讯电缆
采用FX-422CAB型RS-422缆线(用于FX2,FX2C型PLC,0.3m)或FX-422CAB-150型RS-422
缆线(用于FX2,FX2C型PLC,1.5m),以及其他指定的缆线。
3 GX-Developer 编程软件的安装
运行安装盘中的“SETUP”,按照逐级提示即可完成GX-Developer 的安装。安装结束后,
将在桌面上建立一个和“GX Developer”相对应的图标,同时在桌面的“开始\程序”中建立
一个“MELSOFT应用程序→GX Developer”选项。若需增加模拟仿真功能,在上述安装结束
后,再运行安装盘中的LLT 文件夹下的“STEUP”, 按照逐级提示即可完成模拟仿真功能的
安装。
4 GX-Developer 编程软件的界面
双击桌面上的“GX Developer” 图标,即可启动GX Developer,其界面如图1 所示。GX
Developer 的界面由项目标题栏、下拉菜单、快捷工具栏、编辑窗口、管理窗口等部分组成。
在调试模式下,可打开远程运行窗口,数据监视窗口等。
(1) 下拉菜单
GX Developer 共有10 个下拉菜单,每个菜单又有若干个菜单项。许多基本相同菜单项的
使用方法和目前文本编辑软件的同名菜单项的使用方法基本相同。多数使用者一般很少直接
使用菜单项,而是使用快捷工具。常用的菜单项都有相应的快捷按钮,GX Developer 的快捷
键直接显示在相应菜单项的右边。
(2) 快捷工具栏
GX Developer 共有8 个快捷工具栏,即标准、数据切换、梯形图标记、程序、注释、软元
件内存、SFC、SFC符号工具栏。以鼠标选取[显示] 菜单下的[工具条]命令,即可打开这些工
具栏。常用的有标准、梯形图标记、程序工具栏,将鼠标停留在快捷按钮上片刻,即可获得
该按钮的提示信息。
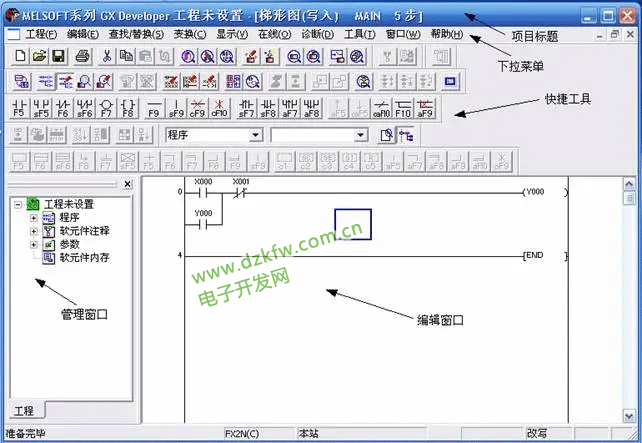
图1 编程软件的界面
(3) 编辑窗口
PLC程序是在编辑窗口进行输入和编辑的,其使用方法和众多的编辑软件相似。
(4) 管理窗口
管理窗口实现项目管理、修改等功能。
5 工程的创建和调试范例
(1) 系统的启动与退出
要想启动GX-Developer,可用鼠标双击桌面上的图标:
图2 为打开的GX-Developer 窗口。
以鼠标选取[工程]菜单下的[关闭]命令,即可退出GX-Developer 系统。
(2) 文件的管理
1) 创建新工程:选择[工程]-[创建新工程]菜单项,或者按[Ctrl]+[N]键操作,在出现的创建
新工程对话框中选择PLC类型,如选择FX2系列PLC后,单击[确定],如图2所示。
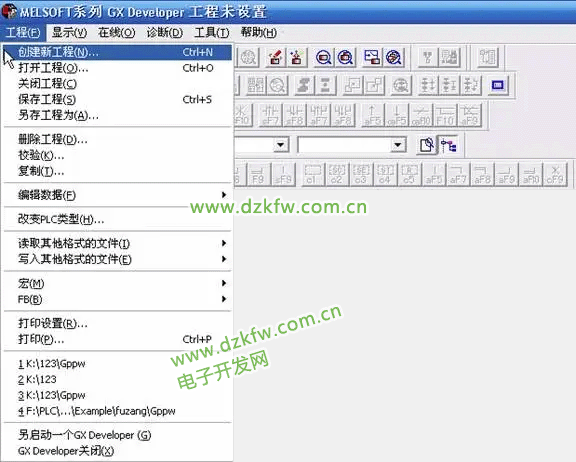
图2-1 创建工程

图2-2 创建工程
2) 打开工程:
打开一个已有工程, 选择[工程]-[打开工程]菜单或按[Ctrl]+[O]键,在出现的打开工程对话框中选择已有工程,单击[打开],如图3 所示。
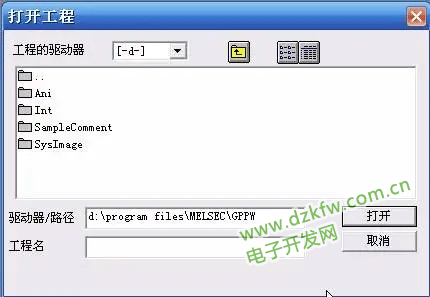
图3 打开工程
3) 文件的保存和关闭
保存当前PLC程序,注释数据以及其他在同一文件名下的数据。
操作方法是:执行[工程]-[保存工程]菜单操作或[Ctrl]+[S]键操作即可。
将已处于打开状态的PLC 程序关闭,
操作方法是执行[工程]-[关闭工程]菜单操作即可。
(3) 编程操作
1) 输入梯形图
使用“梯形图标记”工具条(见图4)或通过执行[编辑]菜单―[梯形图标记](见图5),将已编好的程序输入到计算机。
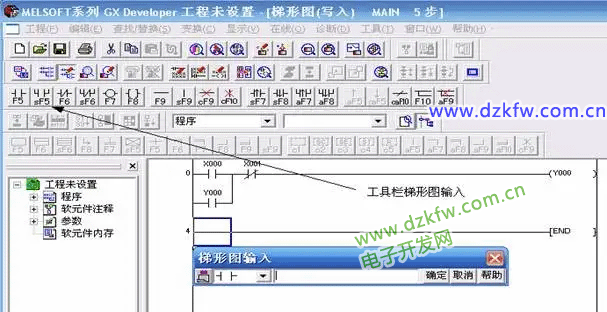
图4 输入梯形图
2) 编辑操作
通过执行[编辑]菜单栏中的指令,对输入的程序进行修改和检查,如图5所示。
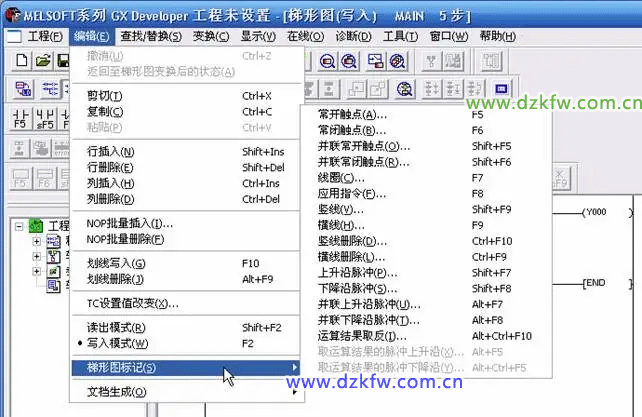
图5 输入梯形图
3) 梯形图的转换及保存操作
编辑好的程序先通过执行[变换]菜单-[变换]操作或按F4 键变换后,才能保存。如图6 所示。在变换过程中显示梯形图变换信息,如果在不完成变换的情况下关闭梯形图窗口,新创建的梯形图将不被保存。
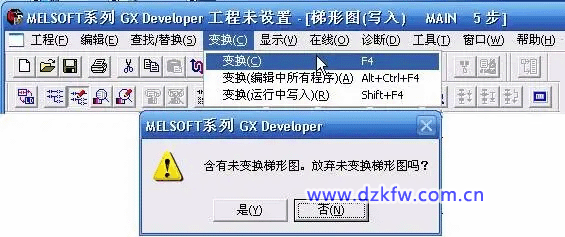
图6 梯形图的变换
(4) 程序调试及运行
1) 程序的检查
执行[诊断]菜单―[诊断]命令,进行程序检查,如果没有连接好PLC,则弹出图7:

图7 程序检查
2) 程序的写入
PLC 在STOP 模式下,执行[在线]菜单→[PLC 写入]命令,将计算机中的程序发送到PLC 中,如图8
所示。出现PLC写入对话框,如图10所示,选择[参数+程序],再按[执行],完成将程序写入PLC。
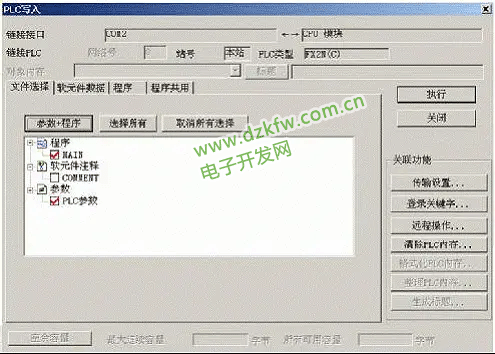
图8 PLC写入
3) 程序的读取
PLC 在STOP 模式下,执行[在线]菜单→[PLC 读取]命令,将PLC中的程序发送到计算机中,如图9
所示
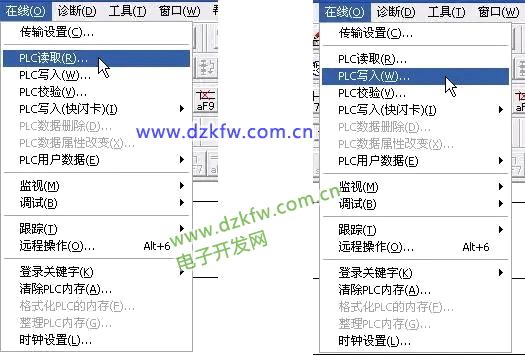
图9 PLC读取和写入
传送程序时,应注意以下问题。
① 计算机的RS232C端口及PLC之间必须用指定的缆线及转换器连接。
② PLC必须在STOP模式下,才能执行程序传送。
③ 执行完[PLC写入]后,PLC中的程序将被丢失,原由的程序将被读入的程序所替代。
④ 在[PLC读取]时,程序必须在RAM 或EE-PROM内存保护关断的情况下读取。
4) 程序的运行及监控
① 运行:
执行[在线]菜单→[远程操作]命令,将PLC设为RUN 模式,程序运行,如图10 所示;

图10 PLC程序运行控制
② 监控:
执行程序运行后,再执行[在线]菜单→[监视]命令,可对PLC的运行过程进行监控。结合控制程序,操作有
关输入信号,观察输出状态,如图11 所示
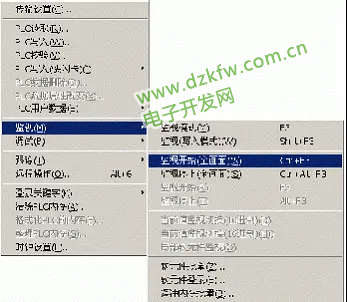
图11 PLC的监控
注:在PLC写入对话框中也可以进行远程操作
5) 程序的调试
程序运行过程中出现的错误有两种:
① 一般错误:运行的结果与设计的要求不一致,需要修改程序先执行[在线]菜单→[远程操作]命令,将PLC设为STOP模式,再执行[编辑]菜单→[写模式]命令,再从上面第3)点开始执行(输入正确的程序),直到程序正确
② 致命错误:PLC停止运行, PLC上的ERROR指示灯亮,需要修改程序先执行[在线]菜单→[清除PLC内存]命令,见图12 所示;将PLC内的错误程序全部清除后,再从上面第3)点开始执行(输入正确的程序),直到程序正确
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底