
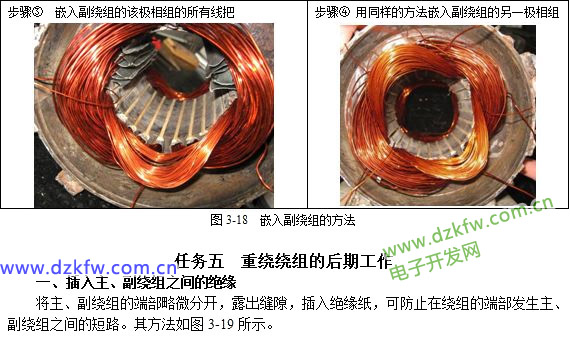
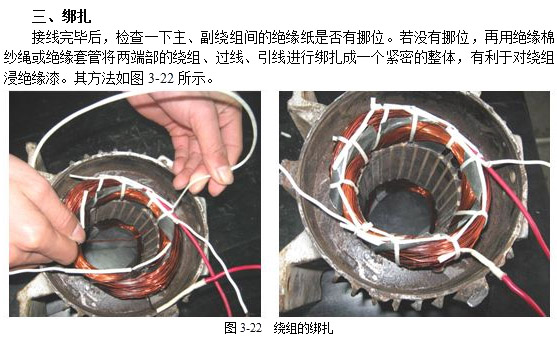
知识点一画嵌线图涉及的基本概念一、绕组元件(线把)
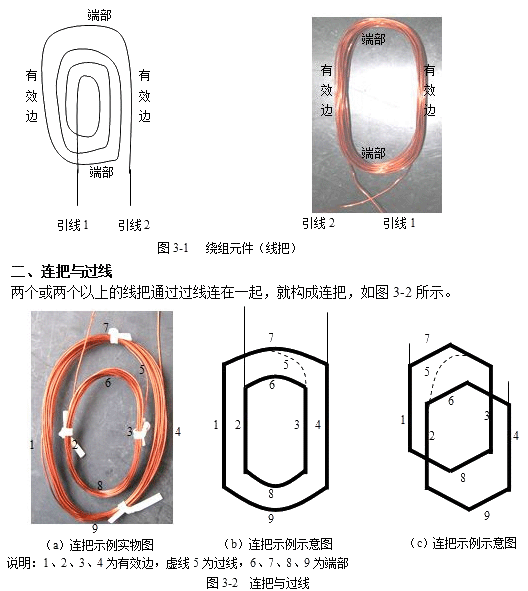
就是用外表绝缘的导线绕制多匝而形成的单个线圈(为了避免与线圈组相混淆,本书在后续章节都将单个线圈叫做线把)。线把由以下三部分组成:
(1)有效边:嵌入铁心槽内的直线部分称有效边,一个绕组元件有两个有效边,是产生能量转换的有效部分;
(2)端部:在线把嵌装后处于铁心两端槽外、连接两有效边的部分,叫线把的端部;
(3)引线:绕制线把后的首、尾线头,也是不同线把的连接点。
线把的各组成部分如图3-1所示。
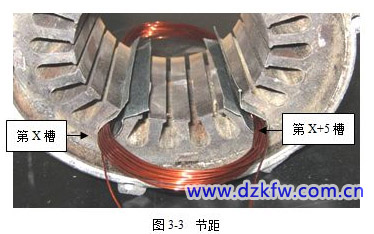
三、极相组
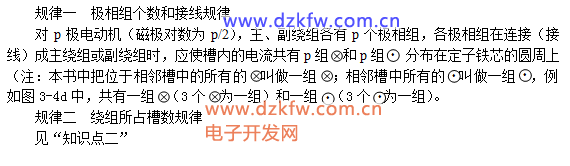
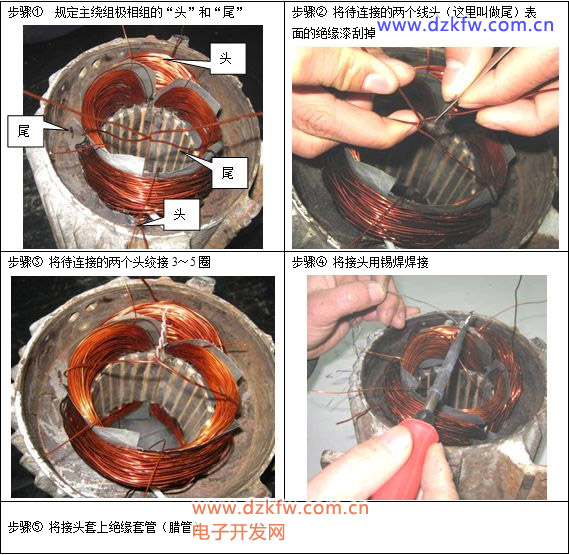
对单相异步电动机,构成主绕组(或副绕组)一个磁极的所有线把通过过线连接后的整体,叫做主绕组(或副绕组)的一个极相组。每个极相组都有两个引线,一个叫首,另一个叫尾。将主绕组(或副绕组)的所有极相组按一定的规律连接,就构成了主绕组(或副绕组)。
四、极距(τ)
极距是指定子铁心内圆磁极与磁极之间的距离,或者每个磁极所占圆周表面的范围。极距的大小一般用其所占的槽数来表示。
例如4极36槽电动机绕组的极距是:36槽÷4=9槽,即所占圆周表面的范围是从第1 槽~第10槽(或从第x槽~第x+9槽)。
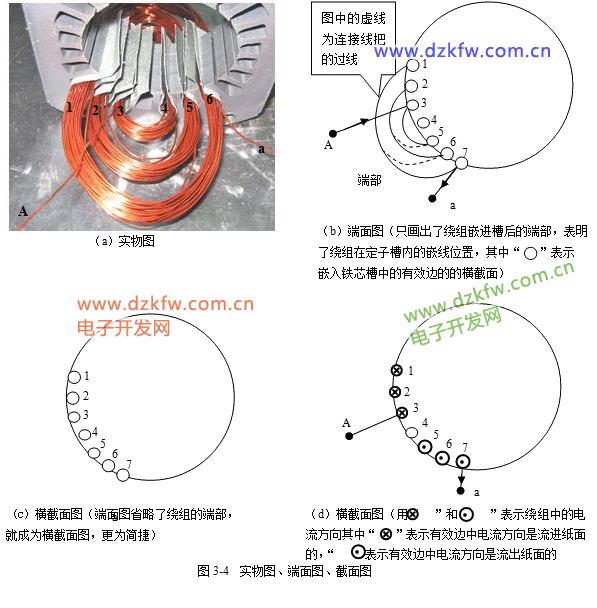
五、节距(y )
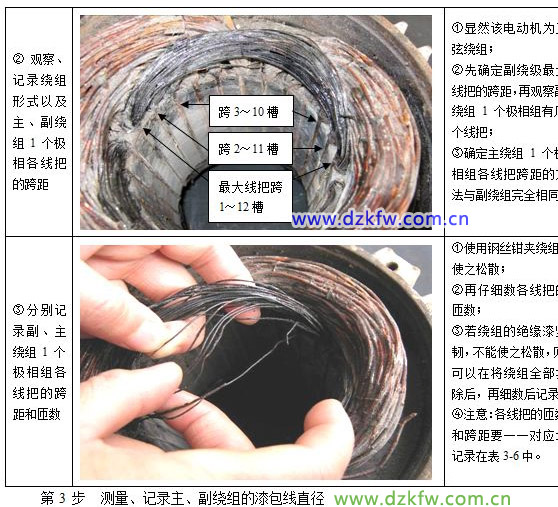
节距又叫跨距,是指嵌入电动机槽内的1 个线把的两个有效边之间的槽距(一般用槽数表示,它接近或等于电动机的极距),如图3-3所示的最大的线把跨1~6槽,节距为5。即若设线把的节距为x,则该线把跨x槽~x+5槽。
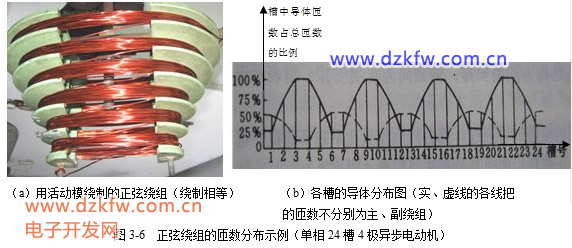
六、绕组的实物图、端面图、截面图
为了轻松看懂绕组的分布规律图(即嵌线图),需要将绕组的端面图、截面图(后续章
节所画的嵌线图普遍采用了端面图和横截面图)与绕组的实物图对照认识,并能相互联想。
某电机的一个极相组的实物图、端面图和截面图如图3-4所示(假设图a中某时刻电流从A
流进,从a流出)
知识点二单相电容式异步电动机绕组的常用类型一、同心式绕组
同心式绕组的每个极相组是由几个以磁极中心为轴线而跨距不同的线把串联组成的,如图3-5所示。

同心式绕组具有以下规律:
(1)匝数规律:同心式绕组各线把具有相同的匝数;
(2)绕组所占槽数规律:对电容启动型电动机,主绕组占据定子总槽数的2/3,副绕组占定子总槽数的1/3,电容运转型电动机主、副绕组所占据的定子槽数相等。
一般来说,同心式绕组存在着端部相对较长,耗用导线相对较多等缺点,但绕组的极相组排列清晰分明,接线不易弄错。
二、正弦绕组
为了改善电动机的启动和运行性能,要尽量使旋转磁场沿气隙圆周按正弦波形分布。正弦绕组能较好地满足该要求,因而应用最广。正弦绕组具有如下特点:
(1)匝数规律:正弦绕组一般都采用同心式结构,且一个极相组内的各线把的匝数不相等,且在各槽中的匝数是按正弦规律分配的。当电流流过各相绕组时,该相绕组建立的磁场在空间的分布就接近正弦波形,所以将这种结构的绕组称为正弦绕组。如图3-6所示。
(2)绕组所占槽数规律:采用正弦绕组后,电动机的主绕组和副绕组所占定子槽数,就不再和同心式一样按2 :1 或1:1的比例分配了。每槽并不只嵌入主绕组或只嵌入副绕组的一个有效边,同一个槽内可以同时嵌有主绕组和副绕组的两个有效边,其中主绕组的有效边嵌在槽内的下层,副绕组的有效边嵌在槽内的上层,上、下层之间垫入绝缘纸隔开。
(3)正弦绕组的常用分布方案:为了更具体地了解正弦绕组在各槽中的匝数是按正弦规律分布的,下面介绍常用分布方案(部分),见表3-1。
(3)正弦绕组的常用分布方案:为了更具体地了解正弦绕组在各槽中的匝数是按正弦规律分布的,下面介绍常用分布方案(部分),见表3-1。
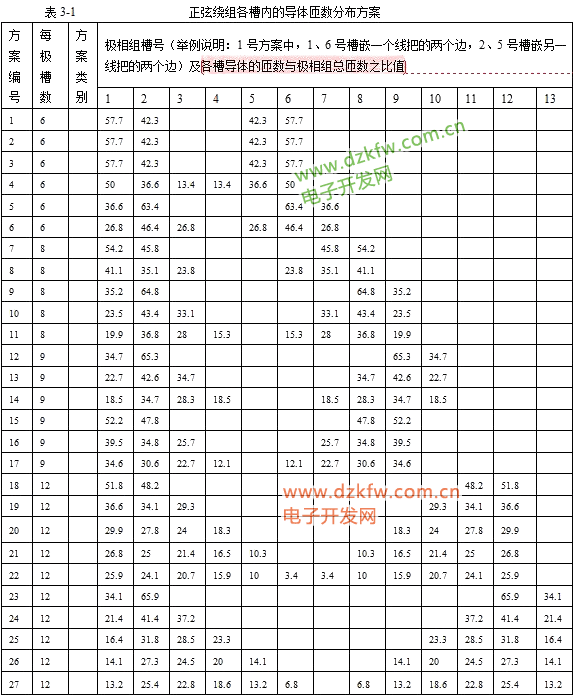
典型示例:某24槽4极单相电机,主绕组每极224匝,副绕组每极124匝。其分布方案如下:
由于每极槽数为6,由表3-1可知共有4种分布方案,为了获得较理想性能,主绕组选方案6,副绕组选方案5。主、副绕组各线把的跨距和匝数见表3-2。
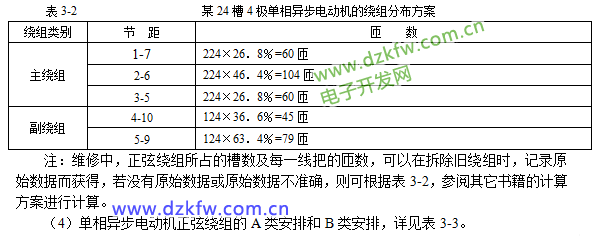
注:维修中,正弦绕组所占的槽数及每一线把的匝数,可以在拆除旧绕组时,记录原始数据而获得,若没有原始数据或原始数据不准确,则可根据表3-2,参阅其它书籍的计算方案进行计算。
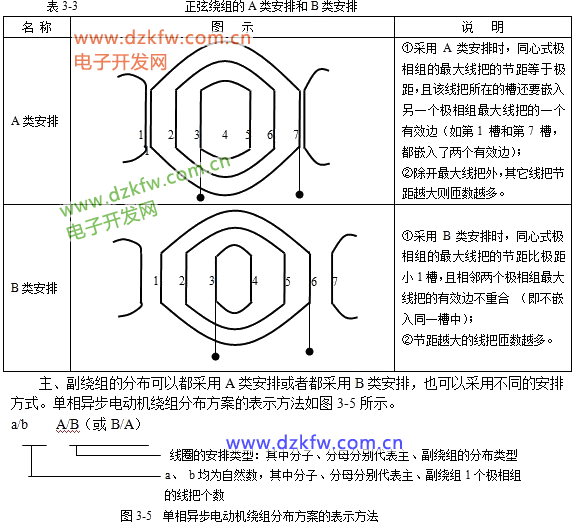
(4)单相异步电动机正弦绕组的A类安排和B类安排,详见表3-3。
二、项目基本技能任务一学会画单相异步电动机绕组的嵌线图一、画嵌线图的依据
单相异步电动机单层绕组的嵌线图,是根据以下两个规律画出的:
二、画嵌线图的方法示例
同心式绕组和正弦绕组的嵌线图画法基本相同,现以单相24槽4极电容启动式电动机的同心式绕组为例进行介绍,详情如下:
第1步确定主、副绕组各占的槽数
由于启动型电动机主绕组占总槽数的2/3,副绕组占总槽数的1/3,所以主绕组占16槽,副绕组占8槽;
第2 步确定主、副绕组各自的极相组数和每个极相组包含的线圈数
由于是4极电动机,所以主、副绕组各有4个极相组。主绕组的每个极相组共占4槽,有2个线把,副绕组的每个极相组占2槽,有1 个线把。
第3步确定主、副绕组的节距
用总槽数除以磁极数,得到极距,极距减去1,可得单相同心式绕组最大线圈的节距。单相24槽4极电容启动式电动机,极距为6槽,最大线圈节距为5槽(跨1~6槽)。
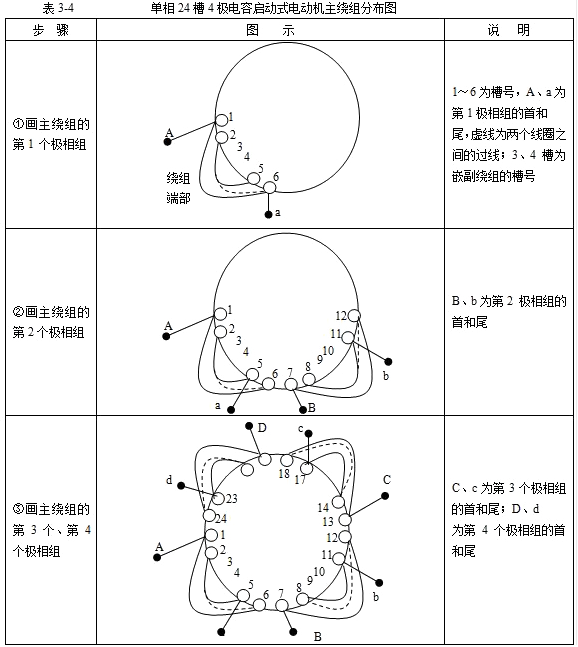
第4步画出主绕组分布图,见表3-4。




冷拆法注意事项:
(1)要将冲子端部的横截面制成与槽口基本相似的形状;
(2)冲子的粗细程度也要与槽口相吻合,若太粗,则容易将硅钢片打拆、打损或者挤压槽孔,使铁芯齿部变形;若太细,既不容易将槽中漆包线打出,冲子也容易被卡在槽内。
2.冷拉法
冷拉法适用于拆除个别烧坏的绕组。方法是先用废钢锯条制成的刀片或其它刀具将竹楔破开,将竹楔从槽中拉出。再将导线分成数组,一组一组从槽口拉出。
3.热拆法
热拆法适用于绕组局部绕坏及槽满率较高的电动机,因为这类绕组较坚韧,不容易用冷拆法将绕组打出。其方法有两种:
(1)烘箱加热法:先用斜面錾子錾切定子一端的绕组(与冷拆法相同),加热前须将接线板等易损件拆下,以防烤坏。然后将定子放在烘箱内加热(温度一般不要超过绝缘等级所对应的最高承受温度,更不能用火烧,以免定子铁芯的性能变差),使绕组的绝缘漆软化,再用手锤和冲子将槽内绕组逐步打出,或用专用拉线机将槽内的绕组拉出。
(2)通电加热法:用三相调压器或电焊变压器二次绕组给定子绕组通入低压大电流,电流的大小可调到额定电流的3倍左右,使绕组温度逐渐升高,待绕组绝缘软化时,停止通电,迅速退出槽楔,拆除旧绕组。这种方法较适宜大、中型电动机的绕组拆除。但对绕组内部断路或严重短路的电动机,不能采用此法。
1.溶剂法
一般用于拆除1KW小型电动机的定子绕组。常用的溶剂配方丙酮50%、甲苯45%、石蜡5%配制溶液时,先将石蜡加热溶化,再注入甲苯,最后加进丙酮搅拌。溶解绕组绝缘时,把电动机定子放在有盖的铁箱内,用毛刷将溶剂绕组上,然后加盖密封,保持2~3min,待绝缘软化后,即可拆除绕组。使用溶剂法拆除旧绕组时,要注意防止火灾,防止苯中毒,要在通风的场地进行施工。
二、清槽
清槽就是在拆除旧绕组后,用清槽工具将残留在每个槽内的绝缘纸、竹楔等杂物逐槽清除干净。若不清理干净,既占用槽内空间妨碍嵌线,也有可能损伤槽绝缘。清槽的常用方法如图3-10所示。

三、剪裁绝缘纸、放置槽绝缘
1.方法
槽绝缘的作用是使电动机的绕组与铁芯间处于高度绝缘状态,详细操作如图3-11所示。
|
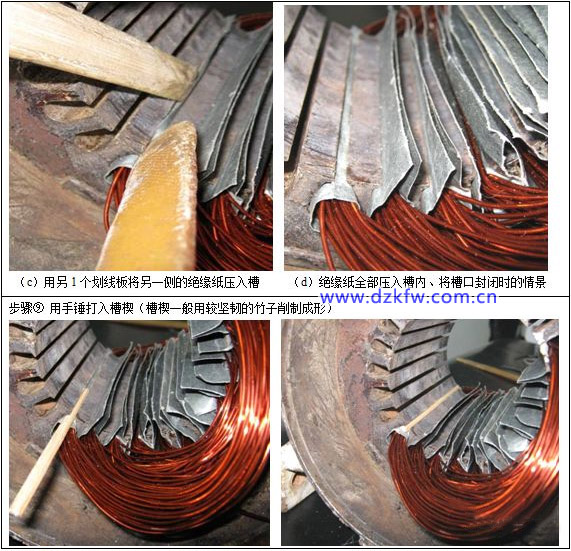
步骤①根据铁芯的长度、槽的深度和宽度,将 大张绝缘纸剪裁成长、宽合适的长方形小张 |
步骤②将绝缘纸折叠成定子槽的近似形状 |

任务三绕制主绕组的各极相组
在记录了绕组的原始数据后,就可以根据原始数据来绕制主、副绕组的各极相组(再把极相组的各线把嵌入铁芯槽内)。绕制过程可分类以下4 步:
第1步确定极相组各线把的大小
若线把做小了,会导致整个极相组嵌线困难,甚至损坏槽绝缘或漆包线的外表;若做大了,会导致装配困难(不易装上端盖)、浪费漆包线、加重电动机发热。可见,确定极相组各线把的大小非常重要,其常用方法有以下3种:
1.模拟最大线把法
根据极相组最大线把的跨距,用1 根漆包线绕成模拟的最大线把,嵌入铁芯槽内,采用观察法来确定最大线把的周长。确定了极相组的最大周长后,由于通常采用单相万能活动绕线模绕制各线把,所以极相组其它线把的周长也就确定了(注意:也可以通过模拟最小线把的周长来确定极相组各线把的周长),如图3-12所示。

第3 步绕制主绕组的1 个极相组
绕制时要注意以下工艺:
(1)绕制时导线要尽量排列整齐,尽量避免交叉混乱。一般应使导线在线模的槽中从右至左或从左至右一匝一匝绕制,绕满一层后再绕上一层。
(2)如果导线长度不够长,接头必须在线把端部,不能把接头留在线把的有效边部分(即嵌入槽内的部分)。
(3)绕制时,必须保护导线绝缘不受损伤;
(4)绕制时,将每匝导线略微拉紧即可,不要用力过大;
(5)每个线把的匝数要准确,不能多也不能少。
绕制1 个极相组,一般从绕制最小线把开始,按由小到大的顺序进行,其操作步骤如图3-14所示。

第4步绕制主绕组的其它极相组和副绕组
绕制主绕组的其它极相组和副绕组的方法与图3-13相同,这里不再赘述。
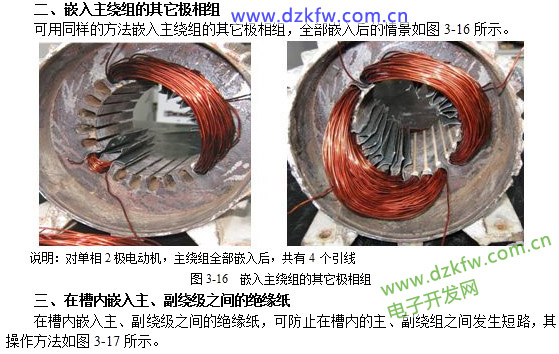
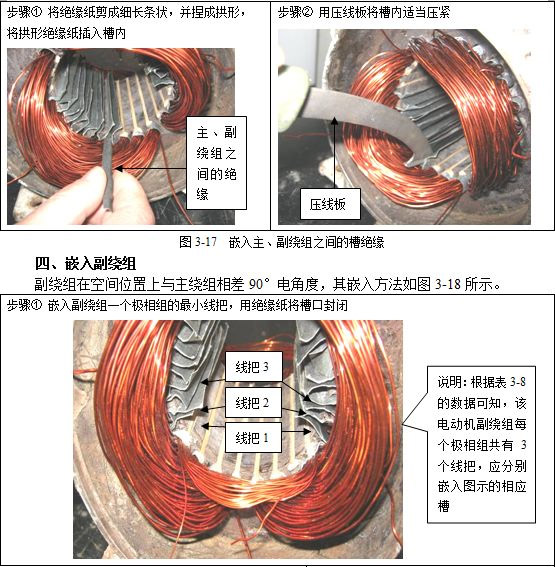
任务四嵌线(又叫下线)一、将主绕组的1 个极相组嵌入槽内
嵌线时,要将主绕组的线把嵌在槽的下面,首先嵌入极相组最小的线把,按由小把到大把的顺序将1个极相组全部嵌入。其操作方法如图3-15所示。



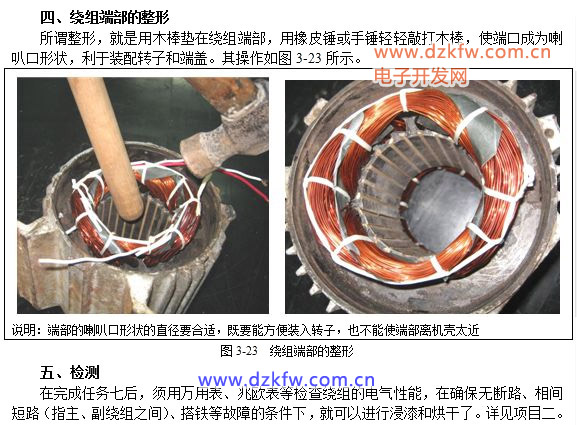
五、检测
在完成任务七后,须用万用表、兆欧表等检查绕组的电气性能,在确保无断路、相间短路(指主、副绕组之间)、搭铁等故障的条件下,就可以进行浸漆和烘干了。详见项目二。
六、浸漆
1.浸漆的目的
(1)提高绕组的耐潮性:目前所采用的槽绝缘,如青壳纸复合绝缘,在潮湿的空气中会不同程度的吸收潮气,从而使绝缘性能变坏。绝缘材料经过浸漆烘干处理后,能够将吸潮的毛孔塞满,在表面形成光滑的漆膜,也起到密封的作用,从而提高防潮能力。
(20延缓老化速度提高导热性散热效果:电动机绕组的使用寿命决定于该电动机长期运行的绕组升温。如以常容的密封扇冷式电动机的工作情况为例,这种电动机绕组工作时发出的热量,大部分是经槽绝缘传个铁心,在经过铁心传导给机壳,最后有散热片经风扇吹冷散发出去。因为绝缘体传导热量的能力比空气大的多,经过绝缘处理后,使槽绝缘和导线间的缝隙内充满的绝缘漆,大大改善了电动机的散热条件,从而降低老化速度。
(3)提高机械性能:由于导体通过电流时会产生电动力,尤其是鼠笼式的电动机,在启动时电流都是很大的,导线会产生强烈的震动,时间长了导线绝缘可能被摩擦破损,将有可能产生短路和接地等故障。经浸漆处理后,使松散的导线胶合为一体,加固了端部的机械强度,是导线在也不能振动。
(4)提高化学稳定性:经过浸漆处理后,漆膜能防止绝缘材料与有害化学介质接触而损坏绝缘性能,以提高绕组防霉,防电晕,防油污等能力。
(5)保护绕组的端部:经过浸漆之后,电动机绕组的端部比较光滑,使外表的杂物不能到端部的内部,以便于维修。
2.浸漆的方法
浸漆的方法通常有以下几种:
(1)沉浸:就是将电动机定子吊浸到漆罐[王国玉1]中进行浸漆。
(2)滚浸:将电动机定子绕组在锡槽[王国玉2]内来回滚动3~5次进行浸漆。
沉浸和滚浸两种方法适用于工厂批量生产。
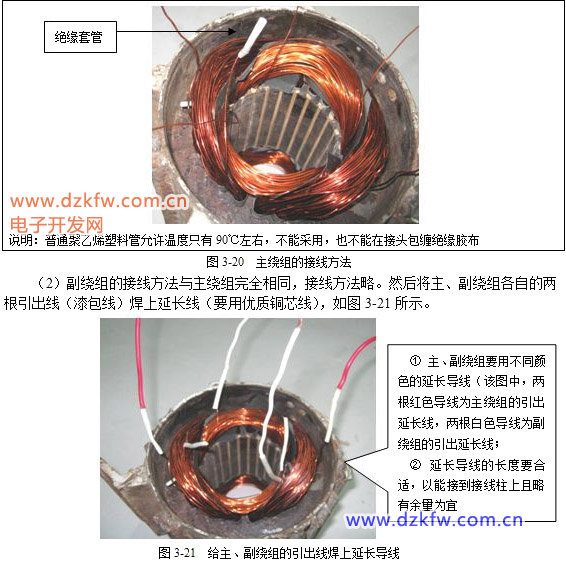
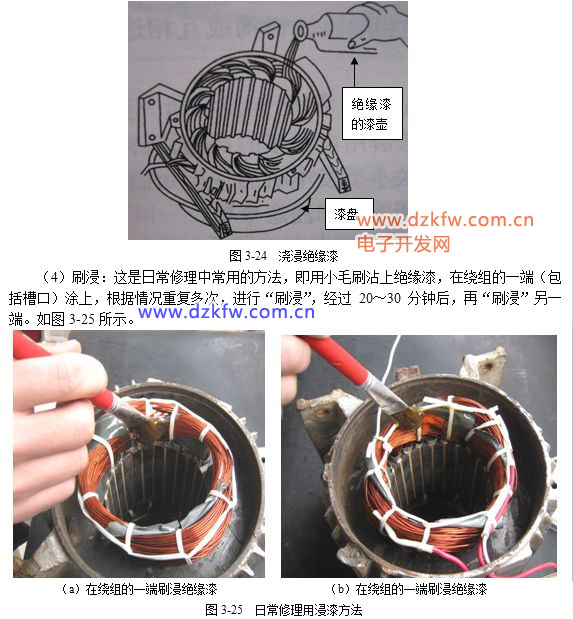
(3)浇浸:就是将电动机绕组放在漆盘上,用盛有绝缘漆的漆壶浇浸绕组的一端,一般要浇浸三次左右,过数十分钟后,再用同样的方法浇浸绕组的另一端,如图3-24所示。
七、烘干
1.烘干的目的
烘干的目的是使绝缘漆中的熔剂和水份挥发出来,使绕组表面形成坚固的漆膜,从而起到保护绕组的作用。
2.烘干的方法
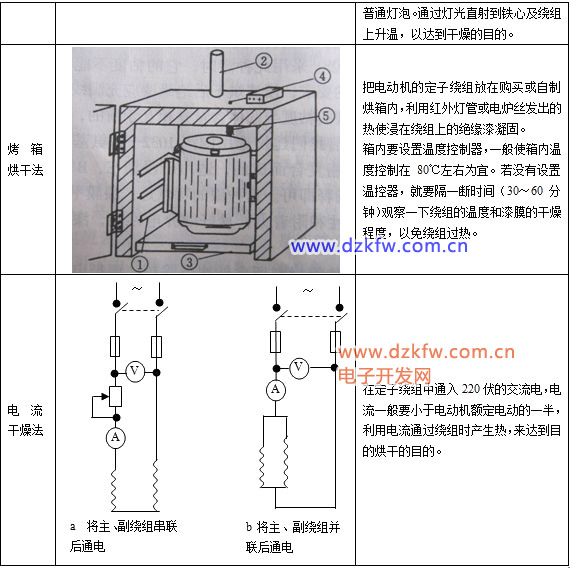
烘干的方法较灵活,主要有灯泡加热法、烤箱干燥法、电流干燥法等,见表3-11。
表3-11 绕组的烘干方法
|
名称 |
图示 |
说明 |
|
灯泡加热法 |
略 |
把电动机定子竖直立起,注意底部的绕组端部不要压在支撑面上,可用紧固螺干支起,上部盖上电机自身的端盖,从端盖轴承孔中穿入防高温的电源线,接上灯头,装上功率适宜的红外线灯泡或普通灯泡。通过灯光直射到铁心及绕组上升温,以达到干燥的目的。 |

 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底