
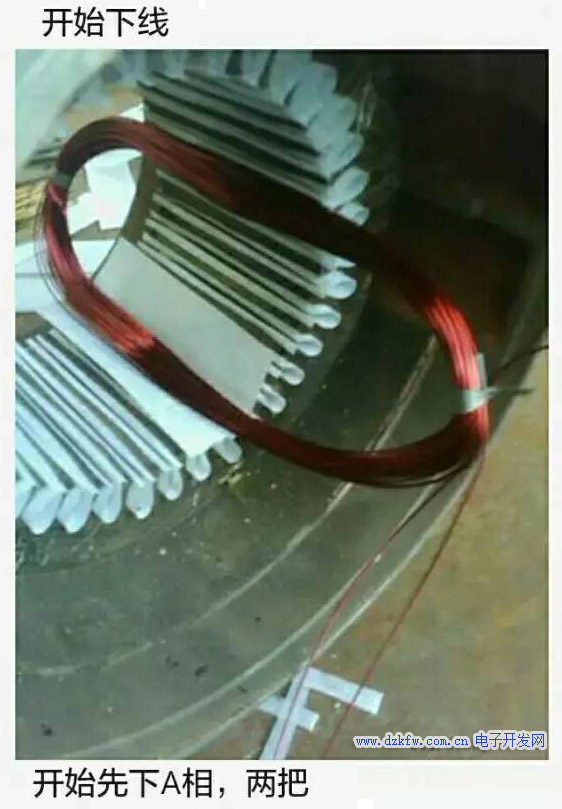
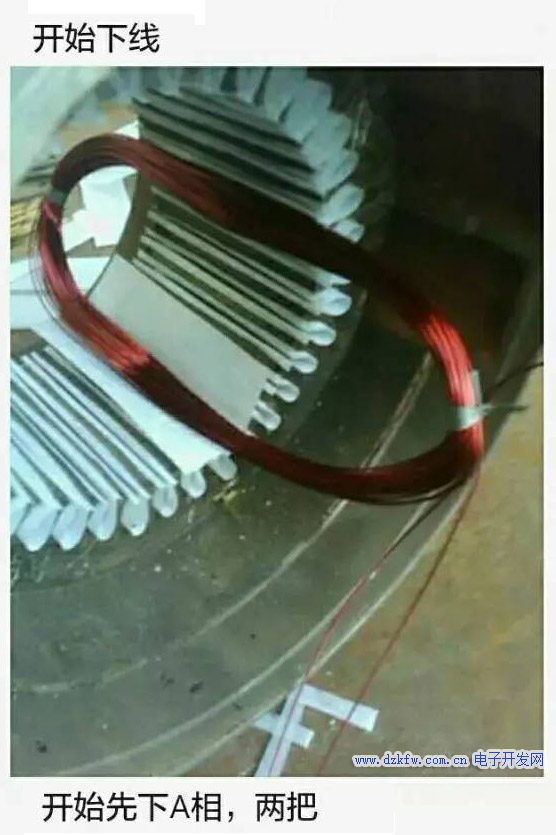
第一部 电机绕线方法
绕线工艺守则定子线圈绕线工艺守则
1. 适用范围
本守则适用于单相、三相异步电动机的定子绕组及转子绕组的线圈的绕制。
2. 材料
2.1 电磁线:漆包铜圆线。

2.2 棉线绳。
3 设备及工具
3.1 附有计数器的绕线机并配置装置线盘用的搁线架和衬有毛毡的夹线板以及拉紧装置等设施。
3.2 绕线模。


3.3 绕线常用一般工具:克丝钳、剪刀、扳手、卡尺
3.4 检查工具和仪器:千分尺、匝数仪。
3.5 工位器具.
4. 工艺准备
4.1 准备线圈绕制所需的技术文件和材料及绕线所需工具
4.2 检查导线线径,并将导线线盘装置在搁线架上(常用漆包铜圆线参数见附表)。
4.3 检查线模尺寸,并将其装置在绕线机的主轴上。
4.4 试车运转:调整绕线机转速,校对计数器并调至零位
4.5 将漆包铜圆线端头缠绕固定在绕线机主轴上,然后拉紧漆包铜圆线到合适紧度(使漆包线拉直,且不致使漆包线拉细和破坏绝缘为宜)。
5. 工艺过程
5.1 将导线的始端按规定留出适当长度,固定在绕线模特制的柱销上。

5.2 开动绕线机,绕制第一只线圈,导线在槽中自左向右排列整齐、紧密,不得有交叉。待计数器到规定的匝数时,停机

5.3留出连接线,按同样的方法绕制其余线圈。
5.4 按规定的长度留出末端引线,并剪断导线。
5.5 拆下绕线模,逐个取出线圈,并在线圈上下两端进行帮扎。
5.6 按5.1~5.5条将整台电机绕组绕制完成,并经过匝数仪检验后帮扎好,整齐的放在存放线圈的工位器具内。
电机绕线方法
6. 质量检查
6.1 每批绕制好线圈的首件必须按有关技术文件检查合格后方可投入生产。
6.2 在正常生产中应检查下列项目
6.2.1 用匝数试验仪检查每只线圈的匝数应符合图样要求。
6.2.1 导线的接头数在每只线圈中不得超过一处,每相线圈中不得超过两处,每台电机不得超过四处,接头必须在端部斜边处,其包扎应符合7.1条的规定。
6.2.3 工位器具内的线圈应排列整齐不得损伤绝缘。
7. 技术安全及注意事项
7.1 绕线中发现导线长度不够或断线现象时,允许焊接,但必须遵守下列规定。
7.1.1 接头位置只允许在线圈的端部斜边。
7.1.2 焊接应保证接触良好,有足够的机械强度,表面光洁。
7.1.3 接头处绝缘套管长度较导线绝缘重叠部分应大于15mm。
7.2 绕线时应仔细观察导线,如有绝缘损伤处,按7.1.1~7.1.3规定执行,但每只线圈不得超过一处,每相线圈不得超过两处。
7.3 绕好的线圈应整齐地放置在清洁的工位器具内,其堆放高度不得超过0.5m, 不允许有压弯变形现象。
7.4 每换一盘导线时需检查线规,合格后才可使用。
7.5 绕线机应有可靠的接地保护装置。
第二部 异步电机绕组的嵌线方法
异步电机绕组的嵌线方法
(一)放置槽绝缘
将已裁剪好的槽绝缘纸纵向摺成"U"形插入槽中,绝缘纸光面向里,便于向槽内嵌线。
(二)线圈的整理
1.缩宽
用两手的拇指和食指分别拉压线圈直线转角部位,将线圈宽度压缩到能进入定子内膛而不碰触铁心。也可将线圈横立并垂直于台面,用双手扶着线圈向下压缩。
2.扭转
解开欲嵌放线圈有效边的扎线,左手拇指和食指捏住直线边靠转角处,同样用右手指捏住上层边相应部位,将两边同向扭转,使线圈边导线扭向一面。
3.捏扁
将右手移到下层边与左手配合,尽量将下层直线边靠转角处捏扁,然后左手不动,右手指边捏边向下搓,使下层边梳理成扁平的刀状。
异步电机绕组的嵌线方法
如扁平度不够可多搓捏几次。线圈的捏扁梳理示意。
(三)沉边 (或下层边)的嵌入
右手将搓捏扁后的线圈有效边后端倾斜靠向铁心端面槽口,左手从定子另一端伸入接住线圈,如图1-5-2所示。双手把有效边靠左段尽量压入槽口内,然后左手慢慢向左拉动,右手既要防止槽口导线滑出,又要梳理后边的导线,边推边压,双手来回扯动,使导线有下层边的嵌线方法

效边全部嵌入槽内。如果尚有未嵌入的导线有效边部分,可用划线片将该部分逐根划入槽内。导线嵌入后,用划线片将槽内导线从槽的一端连续划到另一端,一定要划出头。这种梳理方式的目的,是为了槽内导线整齐平行,不交叉。然后再把层间绝缘(对双层绕组)摺成"∩"形,插入槽口包住槽内导线。对线圈未嵌入的另一有效边则采取吊边。
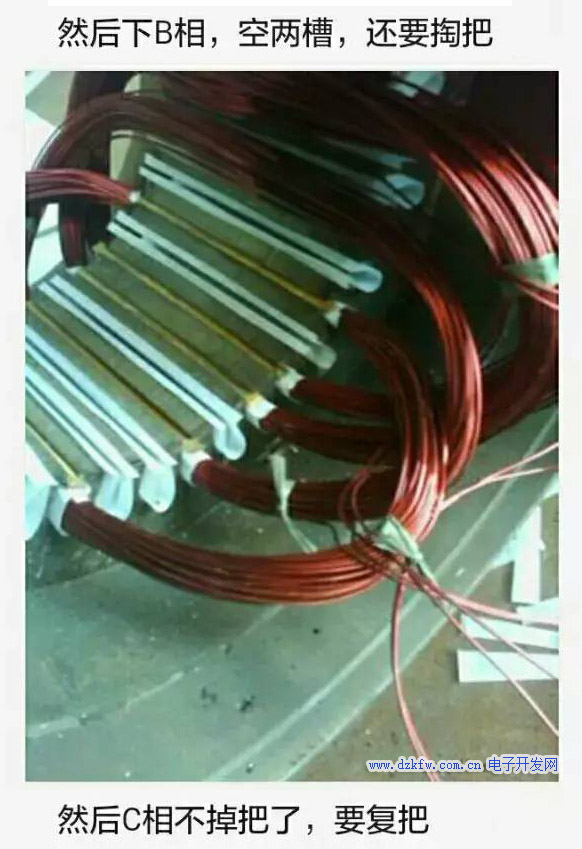
(四)浮边(或上层边)的嵌入
嵌过若干槽的沉边(或下层边)后,由嵌线规律得知,就要嵌入浮边,当嵌入第一个浮边后,以后再嵌入的线圈就能进行整嵌,而不用吊边。在浮边嵌入前要把此边略提起,双手拉直、捏扁理顺,并放置槽口。再用左手在槽左端将导线定于槽口,右手用划线片反复顺槽口边自左向右划动,逐一将导线劈入槽内。在槽内导线将满时,可能影响嵌线的继续进行,此时,只要用双拇指在两侧按压已入槽的线圈端部,接着划线片通划几下理顺槽内导线,把余下的导线又可划入槽内。也可将压线条从一侧捅入并出到另一侧,再用双拇指在两侧按压压线条两端,按压后抽出压线条,接着余下的导线又可顺利地划入槽内。
上层边的嵌入与浮边雷同,只是在嵌线前先用压线块在层间绝缘上撬压一遍,将松散的导线压实,并检查绝缘纸的位置,然后再开始嵌入上层边。
(五)封槽口
导线嵌入槽后,先用压线块或压线条将槽内的导线压实,方可进行封口操作。其操作过程为:

1.压线
用压线块从槽口一侧边进边撬压到另一侧,使整个槽内的导线被挤压,形成密实排列;也可用压线条从槽口一端捅穿到另一端,让压线条嵌压在整个槽口上,再用双掌按压压线条的两头,从而压实槽内导线。保证导线不弹出槽口。
注意:压线块或压线条只能压线,不能压折绝缘纸。

2.裁纸
保留嵌压在整个槽口内的压线条不动,用裁纸刀把凸出槽口的绝缘纸平槽口从一端推裁到另一端,即裁去凸出部分。然后再退出压线条。
3.包折绝缘纸
退出压线条后,用划线片把槽口左边的绝缘纸折入槽内右边,压线条同时跟进,划线片在前折,压线条在后压,压到另一端为止;对槽口右边的绝缘纸也用此法操作。

4.封口
在退出压线条的同时,槽楔有倒角的一端从其退出侧顺势推入,完成封口操作。
1-压线条 2-划线片在前压折绝 3-压线条退出时, 边插边压 缘纸,压线条随后压进 槽楔顺势插进。

 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底