
18650电池或其他电池组,包括特斯拉汽车的电池组,其工业化焊接过程中一般要用到点焊机(Spot Welder)。点焊机,顾名思义,就是在某个点或局部地区进行电气焊接。点焊机原理众多,比如电弧点焊或电阻点焊。当然,网上有很多产品,价格从几百元到几千元不等。点焊机样子如下图:

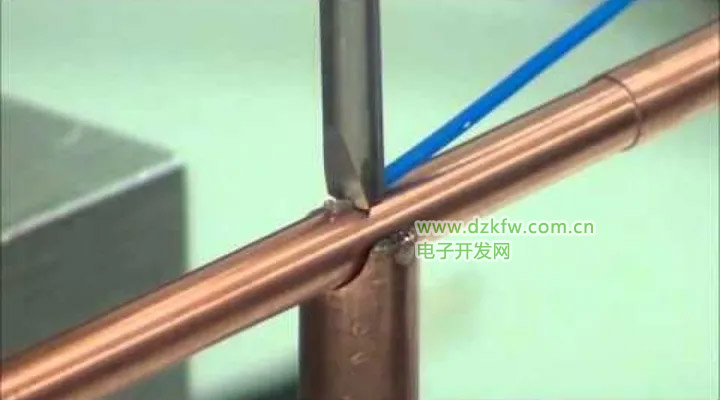
焊接效果如下图:

查了查资料,发现原理其实挺简单的。作为能让女生眼前一亮的EE必备技能――电焊,必须要熟练掌握。他的焊接原理一句话概括就是:在某个点处通过很大但很短的脉冲电流,使得局部金属熔融相接。
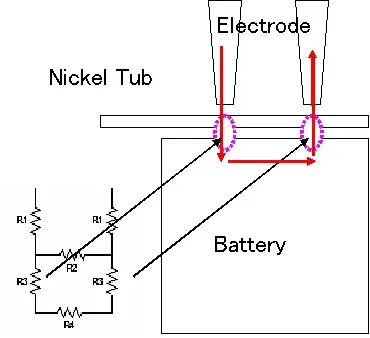
(图片来源:Yokodai.JP Personal Spot Welder PRINCIPLE OF SPOT WELDING)图中电流集中于两个点处,所以局部会非常红热,加上外部压接的压力,金属片就很容易的和电池电极融合,在相应的部位形成焊点:
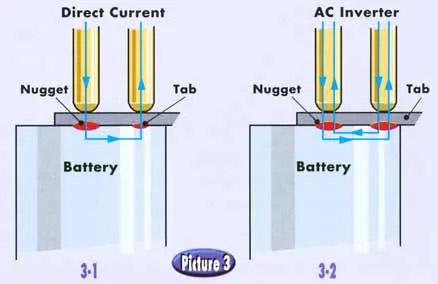
上图是说AC焊接比DC焊接更牢靠,但原理似乎不太对(电流反着流效果应该是一样的)。
好了,下面开始DIY。
首先,我家里有一个坏了的微波炉。拆开,把上面的变压器拆下来:

这是别人的图,因为我拆的时候忘了照了,就先用了。这是一个升压变压器,一次侧220V(或110V),二次侧升压至2000V,额定容量是1000VA。用电锯锯掉二次侧绕组:

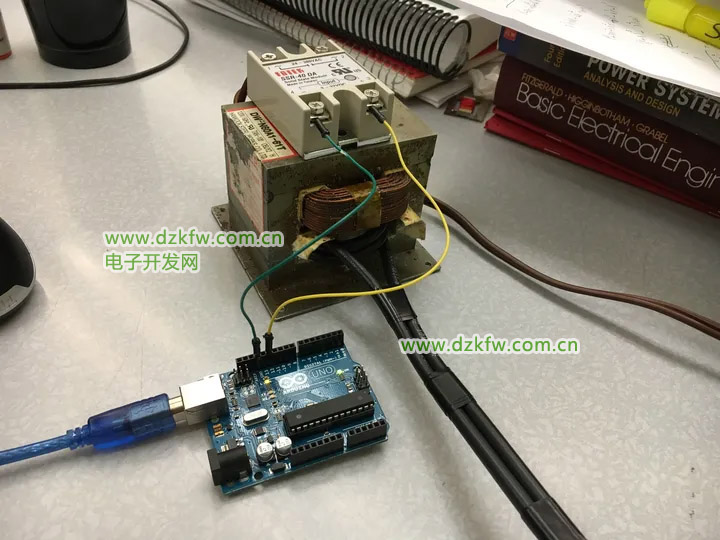
换粗导线,缠绕3圈,就是下面这样了。一次侧接110V后,二次侧的输出是2V(交流有效值)

上面那个方块是一个固态继电器,用Arduino控制一次侧开断。其电路图如下:

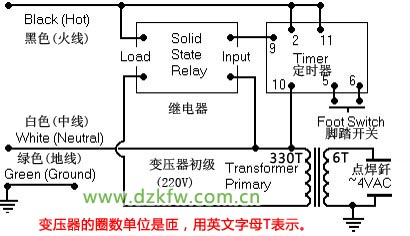
不同的是我用Arduino代替了图中的Timer,这样我就可以自己设定脉冲电流的宽度和个数了。
完成图:
焊接电极网上也有卖,可惜一次卖10根,一共二十刀,我觉得不划算,所以就自己用Dremel加工铜条做了两个:

然后为了对比电极,又做了 一些其他形状、不同粗细的:

然后开始焊接吧~~~
正好原来做EV的师兄留下来好多坏电池,让我先练练手:

我需要调节的变量有这么几个:焊接压力(用手控制),电极,脉冲个数,脉冲宽度,脉冲间隔。
反复试验,发现双脉冲效果最好,第一个脉冲100毫秒,然后断开300毫秒,第二个脉冲250毫秒。
输出电流理论最大值500A(1000VA/2V),但是实际值肯定小于此值,估计在200A左右(实际焊接电流和电极材料,电池电极材料,焊接压力,电极形状都有关系)。
镍片厚度0.15mm以上建议就不要用普通镍片了,而要用这种镍片:

这种镍片虽然厚,中间却有条缝,确保了电流90%通过下层电池电极从而形成焊点,否则电流将大部分留过镍片,自然焊不牢靠啦。如果你要焊接成特斯拉的电池组形状:1414
那么需要其他形状的电极:
就是把金属丝压接到电极表面。当然自己DIY可以,但是工业上是用更高级的方法,比如:

这种接头自带内嵌式导线,可以像缝纫机一样啪啪啪啪,就好了。
整个点焊机我就买了一个固态继电器,5美元,其他都是从垃圾堆里刨出来的,所以基本不要钱……
最重要的是,很开心~
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底