
�𣺳��ֵ�ʧЧ��ʽ�����֣�
��1���ֳ��۶ϡ�������ʩ������ݸ���Բ�ǰ뾶����߳���ӹ����ȣ������ἰ֧�еĸնȡ�
��2�������ʴ���Ľ���ʩ����߳���Ӳ�ȣ����ͱ���ֲڶȣ���������ճ�ȡ�
��3������ĥ�𡣸Ľ���ʩ�����ñ�ʽ���������ͳ���ֲڶȣ��������õ���
��4�����潺�ϡ����ƴ�ʩ����߳���Ӳ�ȣ����ֳ���ֲڶȣ�ѡ�ÿ��������ܽϺõij��ָ����ϣ����ÿ��������ͣ�����ģ�������ͳݸߡ�
��5�����Ա��Ρ����ƴ�ʩ����߳���Ӳ�ȣ�����ճ�ȸߵ����͡�
�������ִ���е�����е���Ҫ��ɲ��֣��ڸ��ֻ�е�豸��Ӧ�ü�Ϊ�㷺����ͳ�ƣ��ڸ��ֻ�е�����У�����ʧЧ�����Լռ10.3%������ͳ��ֳ���ʧЧ��ʽ����Ӧ�ķ�ֹ���ӻ�ʧЧ��ʩ��һ���ܡ�
��1������ʧЧ��ʽ
���ֵ����ͺܶ࣬��;���죬��ʵ������Ӧ�ù����У����ֵ�ʧЧ��ʽҲ�Ǹ��ָ����ġ�
����ʧЧһ�㷢���ڳ��棬���ٷ�����������λ�����ճ����ڹ����з������ϵ�ԭ�ɷ��������ֳ���ʧЧ��ʽ���ֳ��۶ϡ����潺�ϡ�����ƣ�͵�ʴ������ĥ�����Ա��εȵȡ�
1.1 �ֳ��۶�
�ֳ��۶���Σ���Ժܴ��һ������ʧЧ��ʽ�������γɵIJ�ͬԭ��ɷ�Ϊ�����۶ϡ�ƣ���۶Ϻ�����۶ϡ�
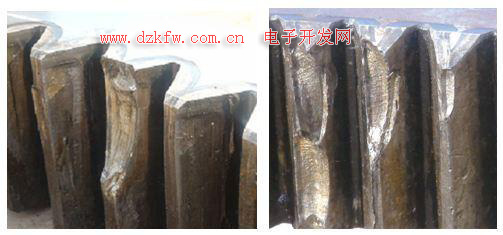
1.1.1 �����۶�
�����ܵ��������غ�ʱ����ʹ�ֳ�Ӧ�������伫��Ӧ�����������ض��ѡ�һ��Ϊ���ڹ��ء��ֳݷ��������۶�ʱ��������гʷ���״�����ּ������ķ����������䷽����������չ�������ƽ�У��������ļ�Ϊ����Դ���Ͽ��ֿ���ƣ���ߡ����������������ض��ѡ�
1.1.2 ƣ�Ͷ���
��ѭ���غ������£��ݸ�������Ӧ�������Ӧ�����У�������ƣ�ͼ���ʱ���ݸ�Բ�Ǵ��ײ���ƣ�����ơ����Ź���ʱ���ѭ�����������ӣ�����ظ����ã���������չ������յ����ֳ�ƣ�Ͷ��ѡ������ֳݷ���ƣ���۶ϵ����غܶ࣬�磺���ֲ��ϲ������ӹ����ȵ͡��ݸ�����Բ��С�����ʱ��ʵ���غɹ��Ʋ���ȵȡ�
1.1.3 ����۶�
�����ֲ���ȱ�ݡ������ڶ��Ѵ��γɹ��ߵľֲ�Ӧ������ʱ���ᵼ������۶ϡ���Ͽ���ʽ��һ��ƣ���۶����ơ�����ʧЧʵ�����Ǵ�����ʧЧ��
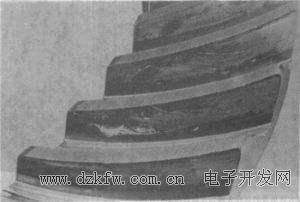
1.2 ���潺��
�ڸ������ش����У����������¶����߶���������Ĥ���ƻ���ʹ���������ֱ�ӽӴ����ճ�ӣ����ų������Ի����������ij�������ػ�������˺�¶��γɹ��ƣ�����������ǽ��ϡ����ݸ��Բ�ͬ��������ԭ���Ͼ����ַ�Ϊ�����ϡ��еȽ��ϡ��ƻ��Խ��ϼ��ֲ������������͡���

�潺�ϻ�����ǿ�ҵ�ĥ��ͷ��ȡ���ɴ�����ƽ�ȡ����³��ֱ��ϡ�
1.3 �����ʴ
�ֳ��ڹ���ʱ�������ϱ�������һ���������ĽӴ�Ӧ���ǰ�����ѭ���仯�ġ�����Ӵ�Ӧ���������ϵĽӴ�����Ӧ��ʱ�������������ϸ��ƣ�����ƣ����Ƶ���չʹ��������������������γ�һЩС�ӣ��׳Ƶ�ʴ��ӡ���ʴ��ʹ������ٳ��������������������������ʱ�ֳݻ��۶ϡ�����ʴ����糬���ݸߡ��ݿ���60%ʱ��Ӧ�����������
1.4 ����ĥ��
����ĥ����2�֣���1������Ӳ��м��������м��ɰ���ȣ����������������ĥ��ĥ�𣻣�2�������ֳݱ����Ħ�����������ĥĥ�𡣹���ĥ�����������ϴ���ĥ����������״�ƻ������������������������յ��´���ʧЧ����ˣ���Ҫ�ֳݵij���ĥ��Ӧ�ó���ԭ�ݺ��10%��һ���ֳݳ���ĥ�����豸��;������ԭ�ݺ��20%�D30%��������Ӧ������
1.5 ���Ա���
�������Ա�����Ҫ�����ڵ������ء�Ƶ���������صij��ϡ�������Ĺ���Ӧ���������ϵ���������ʱ��������������������Ӷ����������ֳ�����ߴ��������ۣ��Ӷ��ֳ���������ʧЧ����ڷ�Ӳ���ֳ��ϣ����ֵij������ر��Σ��ر������Ҳ��Գ�ʱӦ�����¼���
��������ļ�����Ҫ�ֳ�ʧЧ��ʽ����һ������£����������������ڲ��ܸı���ֲ��ϡ��ӹ����յ�������ͨ����ǰԤ�����ӳٳ���ʧЧ��������ķ�������߳���ʹ��������
2��Ԥ������ʧЧ��ʩ
2.1 ��߳��ְ�װ����
2.2 ����ѡ��
���ֲ��ϵ�ѡ��Ҫ����ǿ�ȡ����Ժ�������Ҫ���ۺϿ��ǡ�����ҹ�ʵ�ʣ���ѡ�õ�̼�Ͻ���̼�֡����ڳ������غͳ���غɵij��֣�������Ni-Cr��Ni-Cr-Mo�Ͻ���̼��Ϊ���ĸֲģ����ڸ��رȽ��ȶ����ʽ�С��ģ����С�ij��֣����ѡ����Ni��Ni-Mn�֡������ֲָ�����ij�������ͨ��¯������ij�����ȣ���Ӵ�������ƣ�����������3-5�������ּ����غɿ����15%-20%��
2.3 �ȴ���
ͨ���ȴ������գ����Ը��Ƴ��ֲ��ʣ��ʵ����Ӳ�ȣ�������������ľֲ����أ���߳���Ŀ�����������������ú���е�еij��֣������̼��𣬿ɼ�С����Ӳ�������о��Ӳ�ȣ���С�Ĺ�����������Ӧ���ͳ����Ӳ������ȡ�
2.4 ����ʵ�����ѡ�������
��������ʾ����е���ϵ�34.4%Դ�����㣬19.6%Դ�����������仰˵����54%�Ļ�е�������������������¡���ˣ�ѡ��õij����Ͷ���߳���ʹ����������Ҫ�����塣
2.5 ��
Ϊ��ȷ�����ֵ�ǿ�Ⱥ�Ӳ�ȣ���������벻����Ͻ�˿�Ѻ���������ĥ������δ�����������������ij����ֳ��ٲ����ȴ����ﵽ�ϸߵ�Ӳ�Ⱥ�ǿ�ȡ�
ͨ���Գ���ʧЧ��ʽ�ķ����������ȷ�б��豸���ϵ���������ʱ������ϣ���߾���Ч�档
 ���ض���
���ض��� ˢ��ҳ��
ˢ��ҳ�� �µ�ҳ��
�µ�ҳ��