
培养与现代化建设相适应的高素质劳动者,是实现国民经济持续稳定快速发展的重要基础。当前,许多企业技术人才不足,专业技术和技能偏低,严重影响着企业的发展,尽快培养具有熟练操作技能的技术工人,已成为当务之急。
本片将向您介绍电焊工的基本职业技能,希望对有志成为一名出色的高技能电焊工的您有所帮助。
焊接是通过被焊接处进行加热或加压,使其相互连接的一种金属加工方法。电焊是电弧焊的一种统称,是将被焊接的金属作为一极,焊条作为另一极,两级接近时产生电弧,使金属和焊条融化,以达到连接目的的焊接方法。
一、焊接机具
常用的焊接机具主要有:电焊机、电焊钳、面罩及护目玻璃等,常用的焊接辅助工具主要有磨光机等。
1.电焊机
电焊机也称弧焊机,弧焊变压器是为电弧焊接提供电能的一种机器,根据电能来源的不同,分为交流电焊机和直流电焊机两种。一般,应根据焊接时所使用的焊条性质的不同进行选择。通常,使用酸性焊条时,既可采用交流电焊机,也可采用直流电焊机,但应优先选用交流电焊机。而碱性焊条由于其电弧稳定性差,所以必须使用直流电焊机。使用时应注意,焊接设备机壳必须接地,保持焊机接线柱的接触良好,保持焊机的内部和外部清洁。焊机应按额定焊接电流和负载持续率来使用,不得过早。
2.电焊钳
电焊钳的主要功用是加紧焊条和传导电流。电焊钳应具有良好的导电性,不易发热,重量轻,夹时焊条牢固,更换方便的性能。常用规格有300安(培)和500安(培)两种。使用时,应防止摔碰,经常检查焊钳与焊接电缆连接是否紧固,手把绝缘是否良好,钳口上的熔渣、飞溅等要经常清除,以减少电阻,降低发热量。在焊接时,应准备好备用的焊钳,以便轮换使用,以免烫手。
3. 面罩及护目玻璃
面罩是用来保护电焊工头部及颈部免受强烈弧光及金属飞溅的灼伤,它分头戴式和手持式两种,要求重量轻,使用方便,并拥有一定的防撞击能力。
护目玻璃用来减弱弧光的强度,吸收大部分红外线与紫外线,以保护电焊工眼睛免遭弧光伤害。护目镜片的颜色及深浅,应按焊接电流的大小来进行选择,过深与过浅都不利于工作和保护。面罩不得漏光,使用时应避免碰撞,禁止作承载工具使用。

4.磨光机
磨光机是用来打磨坡口或焊口接头,以及修磨焊接缺陷的一种便利工具,其型号按砂轮片的直径来编制,砂轮片直径越大,电动机功率也就越大。
二、焊接材料
涂有药皮的、供手弧焊使用的融化电极叫焊条。它是由药皮和焊芯两部分组成,压涂在焊芯表面上的涂料层称为药皮。药皮具有以下作用:①提高焊接电弧的稳定性;②保护融化金属不受外界空气影响;③过渡合金元素,使焊缝获得所要求的性能;④改善焊接工艺性能,提高焊接的生产率。
1.焊条分类
按焊条的用途分类:可分为碳钢焊条、低合金钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条、特殊用途焊条等共9种。
按焊条药皮融化后的熔渣特性分类:又可分为酸性焊条、碱性焊条。酸性焊条:此类焊条焊接工艺性较好,对弧长铁锈不敏感,且焊缝形成好,脱渣性好,广泛用于一般结构。碱性焊条:此类焊条的焊接工艺性能较差,引弧困难,飞溅较大,必须采用短弧焊。
2.焊芯牌号
焊芯的牌号用“H”表示,焊条的直径是以焊芯直径来表示的,常用的焊条直径有2、2.5、3.2、4、5等几种。焊条的长度取决于焊芯的直径、材料、药皮类型等;2.焊芯用钢材可分为碳素钢、合金钢、不锈钢三类。
3.焊条使用
焊条在使用前,一般都应该进行烘干,酸性焊条通常在75-150摄氏度之间烘干1-2小时,碱性焊条则需要在350-400摄氏度之间烘干1-2小时.烘干后的焊条应放在100-200摄氏度的保温箱或保温桶内,随取随用。使用时,注意保持干燥,烘干焊条时,禁止突然放置高温炉内,或突然从高温炉内取出冷却,以防止焊条骤冷骤热而产生药皮开裂、脱皮现象。
三、焊接知识
1.焊接方法
焊接的基本方法有手工电弧焊、埋弧焊、手工TIG焊。手工电弧焊:手工电弧焊又称手弧焊,这种焊接方法工艺灵活,适应性强,设备简单,操作方便,其适用于碳钢、低合金钢、耐热钢、低温刚和不锈钢等各种材料、各种位置以及不同厚度、结构形状的焊接,此种方法应用范围广泛。埋弧焊:埋弧焊使电弧在焊极下燃烧进行焊接的方法,是目前仅次于手弧焊的应用最广泛的一种焊接方法,由于电弧在焊极层下燃烧,弧光和有害气体对人体的危害相对较小,是工业生产中高效的焊接方法之一。手工TIG焊:这种焊接方法又称无极氩弧焊,或非融化极压弧焊,是利用惰解气体-氩气保护的一种电弧焊接方法,特别适宜焊接化学性质活泼的金属。
2.焊接电弧
两电极间强烈而持久的放电现象称为电弧,电弧是一种空气导电现象,其具备两个特性,即能放出强烈的光和大量的热。焊接电弧是指由焊接电源供给的、具有一定电压的两电极间,或电极与焊接间,气体介质中产生的强烈而持久的放电现象,电弧的引燃方法一般有两个,即接触短路引燃法和高频高压引弧法,其中:接触短路引燃法主要用于手工电弧焊和埋弧自动焊,而高频高压引弧法则主要用于氩弧焊。接触短路引燃法是将焊条与焊件接触短路产生短路电流,然后,迅速将焊条提起2-4毫米,这时,焊条与焊件表面之间立即产生一个电压,即焊极空载电压,使空气电离而产生电弧。
四、安全知识
电焊工在进行焊接操作时,必然要接触电源和电气设备,焊接时的安全用电直接关系到个人的生命安全,因此,在作业时必须提高安全意识,采取必要的安全保护措施。首先,在进行操作前,必须将焊机设备进行接地保护,即:用导线和接地极与大地连接起来,以保障人身安全;其次,将电焊机放置在作业区外,并检查焊接电缆是否无破损、绝缘良好;第三,进行焊接作业时,电焊工必须穿戴具有绝缘保护性能的工作服、工作鞋,以及绝缘手套。操作时,身体应避免与带电体或导电体接触,以防止触电。
五、电焊基本操作
(一)接头与位置
1.焊接接头
用焊接方法连接的接头叫焊接接头。焊接接头可分为对接接头、T型接头、十字接头、搭接接头、角接接头、端接接头、套管接头、卷边接头、斜对接接头和锁底对接接头等共10种。下面,就实际操作中,应用最广的4种接头进行简单介绍。
对接接头:两焊件端面相对平等的接头叫对接接头。它是各种焊接结构中采用最多的一种结构形式。
T型接头:一个焊件端面和另一个焊件表面构成直角,或近似直角的接头,叫T型接头。这是一种用途仅次于对接接头的焊接接头。
角接接头:两焊件端面间构成大于30度小于135度夹角的接头,叫角接接头。这种接头受力状况不太好,常用于不重要的结构中。
搭接接头:两焊件部分重叠构成的接头,叫搭接接头。根据结构形式,对强度的要求也有所不同。
2.焊接坡口
根据设计或工艺需要,在焊件的待焊部位加工成一定几何形状的沟槽叫坡口。坡口的作用:为了保证焊缝根部焊透,使焊接电源能深入接头根部,以保证接头质量,同时还能起到调节基体金属与填充金属比例的作用。
选择坡口的原则:①能够保证工件焊透,且便于焊接操作。②坡口形状应容易加工。③尽可能提高焊接生产率和节省焊条。④尽可能减少焊后工件的变形。
坡口的形状:常见的形状有:①V形坡口,焊接时为单面焊,不用翻转焊件,但焊后焊件容易产生变形。②X形坡口 在同样的厚度下,能减少焊缝金属量约1/2,并且是对称焊接,焊后变形小,焊接时需要翻转焊件。③U 形坡口,能焊较大厚度焊件,焊接效率高,但加工复杂。④另外还有双U形、单边V形、J形、I形等坡口形式。
3.焊接位置
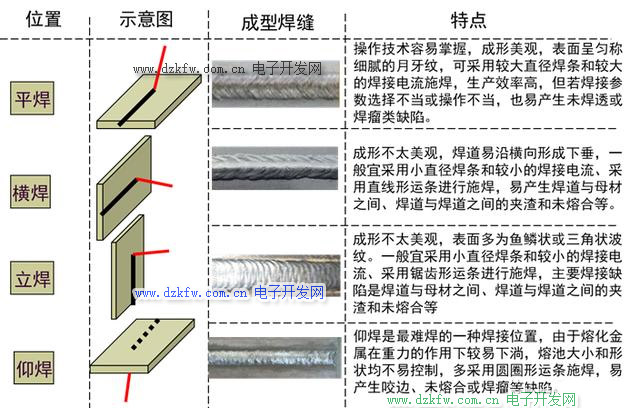
平焊:平焊是在水平面上任何方向进行焊接的一种操作方法。由于焊缝处在水平位置,融滴主要靠自重过渡,操作技术比较容易掌握,可以选用交大直径焊条和较大焊接电流,因此在生产中应用较为普通。常用平焊有:对接平焊、T型接头平焊和搭接接头平焊。
立焊:立焊是在垂直方向进行焊接的一种操作方法,由于受重力作用,焊条融化所形成的融滴及池中的金属要下滑,造成焊缝成型困难,质量受影响。因此,立焊时选用的焊条直径和焊接电流均应小于平焊,并采用短弧焊接。
横焊:横焊是在垂直面上焊接水平焊缝的一种操作方法。由于融化金属受重力作用,容易下榻而产生各种缺陷,因此,应采用短弧焊接,并选用较小直径焊条和较小焊接电流,以及适当的运条方法。
仰焊:焊缝处于燃烧电弧的上方,焊工在仰视位置进行焊接。仰焊劳动强度大,是最难焊的一种焊接位置。由于仰焊时,融化金属在重力作用下容易下榻,熔池形状和大小不易控制,容易出现夹渣、未焊透、凹陷现象,运条困难,表面不易焊的平整。焊接时,必须正确选用焊条直径和焊接电流,以便减少熔池的面积,尽量使用厚药皮焊条和维持最短的电弧,有利于融滴在很短的时间内过渡到熔池中,促使焊缝成型。
3.焊接形式
目前,应用较为广泛的焊接形式主要有平板对接、管板角接和管与管对接三种。平板对接:平板对接是焊接位置中较易操作的一种焊接形式,是其他焊接位置和操作的基础。平板对接接头可分为平焊、立焊、横焊、仰焊几种。管板角接:管板角接可分为插入式管板和椅座式管板两类,根据空间位置不同,每对管板又可分为垂直固定俯焊、垂直固定仰焊和水平固定全位置焊3种。管与管对接:管子对接接头根据管子厚度和焊接位置可分为水平转动、垂直固定、水平固定、垂直固定加障碍物,水平固定加障碍物等几种焊接形式。
(二)焊接技能
1.打底焊
打底焊的操作通常采用断弧法,断弧法是依靠电弧时燃时灭的时间长短来控制熔池的温度,因此,焊接工艺参数的选择范围较宽,容易掌握,具体操作为:在饰板左端定位焊缝处引弧,并用长弧稍作停留进行预热,然后压低电弧,在两钝边间作横向摆动,当钝边融化的铁水与焊条接触焊接融滴连在一起,并听到“噗噗声”时,便形成第一个熔池,此时,果断灭弧。每次接弧时,焊条中心应对准熔池的三分之二处,电弧同时融化两侧钝边,当听到“噗噗声”后,果断灭弧,使每个新熔池覆盖前一个熔池的三分之二处左右。操作时必须注意,当引弧位置选在熔池后端,接弧后再把电弧引致熔池前端电弧,则容易造成焊缝夹渣。注意,焊接时应保证得到良好的反面成型。
2.填充焊
放焊前,先将前一道焊缝熔渣、飞溅清除干净,修正焊缝的过高出与凹槽,进行填充焊时,应选用较大一点的电流。焊条的运条方法可采用“月牙”形或“锯齿”形,摆动幅度应逐层加大,并在两侧稍作停留。
3.盖面焊
所使用的焊接电流应稍小一点,要使熔池形状与大小保持均匀一致,焊条与焊接方向夹角应保持75度左右,焊条摆动到坡口边缘时,应稍作停顿,以免产生咬边。盖面层的接头方法:换焊条收弧时,应对熔池稍填融滴铁水,迅速更换焊条,并在融坑前约10毫米左右处引弧,然后将电弧退至弧口的三分之二处,填满弧口后,就可正常进行焊接。接头时还应注意,若接头位置偏厚,则使接头部位焊得过高,若偏浅,则造成焊道脱节。盖面层的收弧可采用3-4次断弧、引弧收尾,以填满弧坑,使焊缝平滑为准。
通过以上介绍,您应该对电焊工的基本职业技能有了初步的认识和了解。更多学习知识,欢迎关注电子开发网!
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底