
相信各位焊友们都知道焊条是电焊工焊接时候必须要用到的,焊钳接上焊条就可以往工件上去开始工作。
然而,焊友们都知道你的焊条型号吗?

焊条的使用是很有讲究的,用错了材料的焊条由于不能保证焊接强度,一定要打磨开重新焊。如果是大型的就不好了,焊接的地方会裂开,严重的可能造成生命财产安全事故。
所以,我们需要了解~电焊条是怎么组成的?
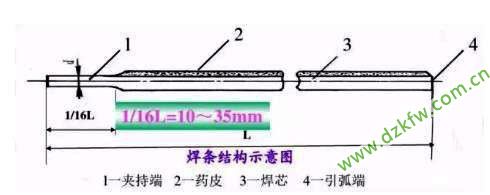
焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
焊条中被药皮包覆的金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。

【焊芯有两个作用】
一、传导焊接电流,产生电弧把电能转换成热能。
二、焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。焊条焊接时,焊芯金属占整个焊缝金属的一部分。所以焊芯的化学成分,直接影响焊缝的质量。因此,作为焊条芯用的钢丝都单独规定了它的牌号与成分。
如果用于埋弧自动焊、电渣焊、气体保护焊、气焊等熔焊方法作填充金属时,则称为焊丝。
焊条药皮是指涂在焊芯表面的涂料层。药皮在焊接过程中分解熔化后形成气体和熔渣,起到机械保护、冶金处理、改善工艺性能的作用。
药皮的组成物有:矿物类(如大理石、氟石等)、铁合金和金属粉类(如锰铁、钛铁等)、有机物类(如木粉、淀粉等)、化工产品类(如钛白粉、水玻璃等)。焊条药皮是决定焊缝质量的重要因素。

【在焊接过程中的作用】
一、提高电弧燃烧的稳定性
无药皮的光焊条不容易引燃电弧。即使引燃了也不能稳定地燃烧。
二、保护焊接熔池
焊接过程中,空气中的氧、氮及水蒸气浸入焊缝,会给焊缝带来不利的影响。不仅形成气孔,而且还会降低焊缝的机械性能,甚至导致裂纹。
而焊条药皮熔化后,产生的大量气体笼罩着电弧和熔池,会减少熔化的金属和空气的相互作用。焊缝冷却时,熔化后的药皮形成一层熔渣,覆盖在焊缝表面,保护焊缝金属并使之缓慢冷却、减少产生气孔的可能性。
三、保证焊缝脱氧、去硫磷杂质
焊接过程中虽然进行了保护,但仍难免有少量氧进入熔池,使金属及合金元素氧化,烧损合金元素,降低焊缝质量。因此,需要在焊条药皮中加入还原剂(如锰、硅、钛、铝等),使已进入熔池的氧化物还原。
四、为焊缝补充合金元素
由于电弧的高温作用,焊缝金属的合金元素会被蒸发烧损,使焊缝的机械性能降低。
因此,必须通过药皮向焊缝加入适当的合金元素,以弥补合金元素的烧损,保证或提高焊缝的机械性能。
对有些合金钢的焊接,也需要通过药皮向焊缝渗入合金,使焊缝金属能与母材金属成分相接近,机械性能赶上甚至超过基本金属。
五、提高焊接生产率,减少飞溅
焊条药皮具有使熔滴增加而减少飞溅的作用。焊条药皮的熔点稍低于焊芯的焊点,
但因焊芯处于电弧的中心区,温度较高,所以焊芯先熔化,药皮稍迟一点熔化。同时,由于减少了由飞溅引起的金属损失,提高了熔敷系数,也就提高了焊接生产率。
以上是焊条的组成,但我们焊接的时候要选择什么样的焊条呢?
首先有个概念,焊条是分型号的,我们现在拿出一条J422焊条。

看到图上的编号了吗?
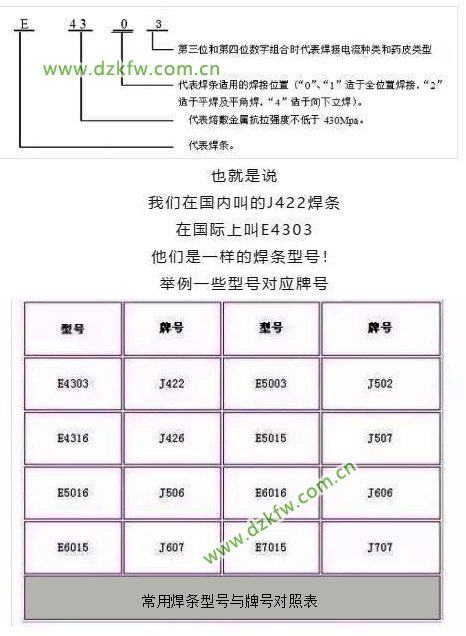
J422焊条是普通叫法,对应国际标准牌号E4303。它是一种酸性焊条,药皮钛钙型,J表示结构钢焊条,42是42kg/mm 2焊缝金属的抗拉强度。
而我们的国际牌号E4303的解释如下:
这边给大家总结一下粗暴的选择标准。
常用焊条牌号是厂家或行业自定的,而型号是国际通用的,种类繁多,国产约有300多种。在同一类型中,根据不同特性分成不同的型号。某一型号的焊条可能有一个或几个品种。同一型号的焊条在不同的焊条往往可有不同的牌号。
普通焊条主要由如下几种:
(1)对低碳钢结构件,一般选用钛钙型的E4303(J422)或E5023(J502)焊条;
(2)对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315(J427)或E5015(J507)焊条。当使用交流焊机焊接时,可选用交直流两用低氢型E4316(J426)或E5016(J506)焊条。
(3)对要求焊缝表面美观、光滑的薄板构件,最好选用钛型E4313(J421)焊条。
(4)对无法很好地消除油锈等脏物和要求溶深较大的焊接构件,最好选用氧化铁型E4320(J424)焊条。
(5)对在大量立焊缝的焊接构件,在条件允许时,可选用专门立向下焊的电焊条,如E4300(J420)焊条。
以上是根据用途来区分的普通常用焊条,如根据焊条直径分,则焊条直径取决于焊件厚度来决定,焊条根据其焊芯的大小,通常分为2、2.5、3.2、4、5、6毫米等几种,使用最多的普通的是2.5、3.2、4毫米3种.
大概的直径与焊接电流如下:

另外,根据焊件厚度选择焊条直径的方法:
(1)焊件厚度≤4毫米,选用焊条直径不超过焊件厚度。
(2)焊件厚度4~12毫米,选用焊条直径3~4毫米。
(3)焊件厚度>12毫米,焊条直径≥4毫米。
以结构钢为例:牌号,编制法.结XXX,结为结构钢焊条,第3个数字,代表药皮类型,焊接电流要求,第1、2数:代表焊缝金属抗拉强度 .
J507―J代表结构钢焊条
50代表焊缝金属的抗拉强度不低于490MPa
7代表低氢型药皮,直流
焊条的型号是按国家有关标准与国际标准确定的.以结构钢为例,型号编制法为字母“E”表示焊条,第一、二位表示熔敷金属最小抗拉强度,第三位数字表示焊条的焊接位置,第三、四位数字表示焊接电流种类及药皮类型.
E4315中:
E:表示焊条
43:熔敷金属抗拉强度的最小值
1:表示试用与全位置焊
5:表示药皮为低氢纳型,并可采用直流反接
常用的结构钢焊条有J421、J422、J423、J424、J506、J507。
例如焊接20Mn,Q235等低碳钢或抗拉强度在400MPa左右的钢就可以选用E43系列焊条。
而焊16Mn,16Mng等抗拉强度在500MPa范围的钢,选用E50系列焊条就行了(1MPa约等于10公斤的力)。
下面给大家举例个解答题
现在我们举个例子焊接材料为Q235,5毫米厚的钢铁我们应该怎么选择呢?(答案都在文章上面的数据可以查询)
首先Q235是低碳钢且屈服强度为235Mpa,抗拉强度为370~500Mpa。
所以我们可以选择E43系列的焊条,由于工件要求不高所以我们可以选择E430或者E431全位置焊接。最后因为是低碳钢选择符号为3钛钙型药皮
然后5毫米厚的材料我们应该选择直径3.2的焊条。
直接为3.2的焊条我们选择的电流大小是100~130A
得出我们应该使用E4303、直径为3.2的焊条电流为110A左右进行焊接。
最后,再给大家一张看的懂就很好用,看不懂也没办法的表格...



 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底