
各位朋友们大家好,前几天,接到这样的一个项目,有一台缝纫机,需要主轴电机一直转,每转一圈电机从最高的位置扎下,扎到布上面,然后上升到最高,一台步进电机拉动布条往前走一小格,(在针插下去时要动作完成)不断循环这两个过程,走出如下图所示的缝线。
这个案例的难点在于速度的调节,主轴电机的速度非常快(现场是3000转/分钟),需要缝纫针插下之前,布条移动完毕,不能在针插下时拉动布条。(这个动作其实做了简化的,实际项目有4个步进电机,更加复杂)
一、方案A
使用相对定位指令,通过编下面的码器记录主轴电机的角度,大于对应角度时,触发对应相对定位,定位的速度要非常快。
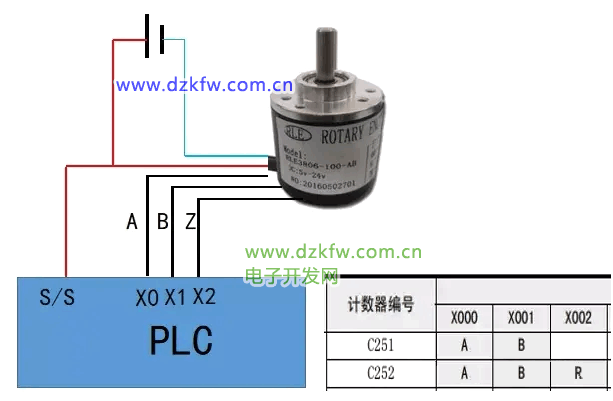
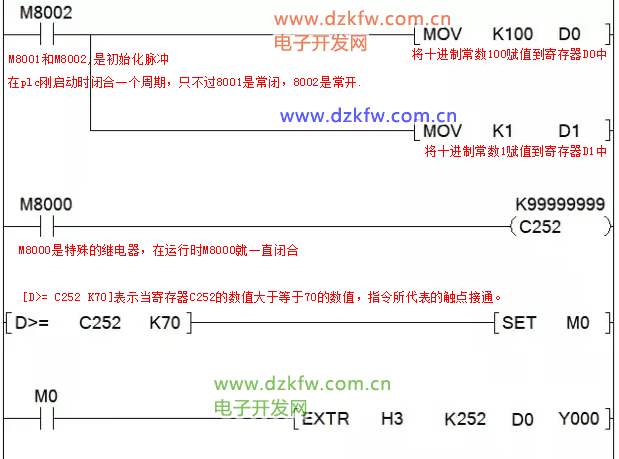
通过调试,让缝纫机转到最高位时,编码器会感应到X2,此时高速计数器会清空;此时,可以观察到,主轴转动到针刚离开布面时,C251内部的值是70,我们写程序就可以用这个信号,触发定位的控制程序,D0由其他程序指令移动的位移量,程序如下图:
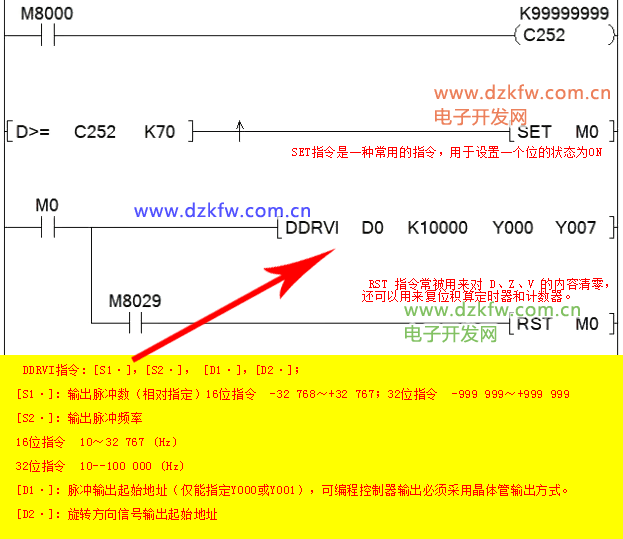
问题点:这种做法有一个弊病,步进电机动作过快会产生惯性,导致拉出的长度不均匀。
所以这种案例最好使用同步的功能,就是主轴电机每转动一定角度,拉布的电机安装一定比例,走一定的角度。
使用同步功能,一般的控制器是不具备这样的功能。拿三菱的控制器来说,要使用5U或者Q系列的控制器,购买对应的运动控制卡;这样的成本太高了,对于缝纫机这样一台小型的设备来说,成本划不来。
二、方案B
可以购买国产的工控板,工控板性价比高,在国内小型设备应用非常多;而且随着自动化行业的飞速发展,很多工控板的性能全部超越原装的三菱品牌的(只不过在稳定性方向暂时还没办法媲美正品三菱和西门子),所以只需要找到一款带有同步功能的工控板就能解决这个问题。
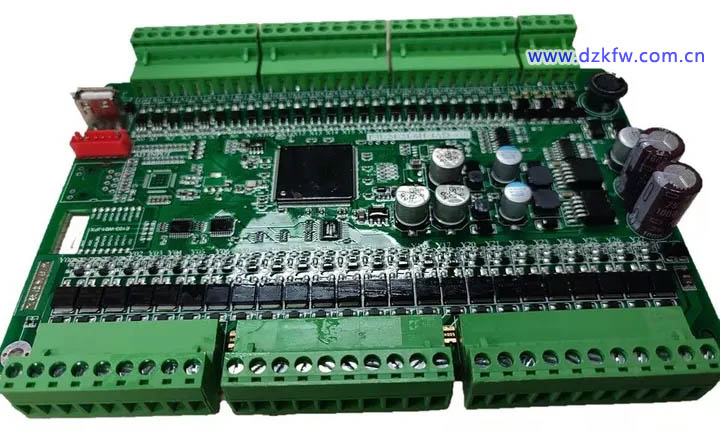
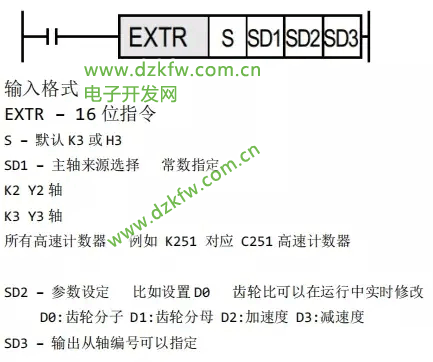
根据该模块手册里面的描述,可以对程序进行优化,步进电机跟随C252(即主轴)动作而动作,可以给它设定一个比例(齿轮分子/齿轮分母),比如希望高速计数器1个脉冲,对应步进电机走100个脉冲,可以编写以下程序:
这样从轴步进电机就能跟随主轴的动作,实时转动对应角度,运行起来更加丝滑。
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底