
��е�ӹ����ջ���֮��������
һ�������������������ͣ�
��1�����ӹ����ʺ����õ��߷��ࣺ��Ϊ������ϳ�����괲��ĥ�������ּӹ�������12���ࣻ
��2�������ȷ��ࣺ��Ϊ��ͨ���ȡ����ܺ߾������֣�
��3�����������ࣺ��Ϊһ����������ͻ��������ͻ�����
��������������������
��1������
�������Լӹ���ת��Ϊ��Ҫ�ӹ�Ŀ�ġ��ڳ����Ͽ��Լӹ�����Բ�����桢�ȡ���ס������Ŀס��ۿס��¿ס��жϡ��вۡ������������ơ��������桢�Ƶ��ɵȡ�
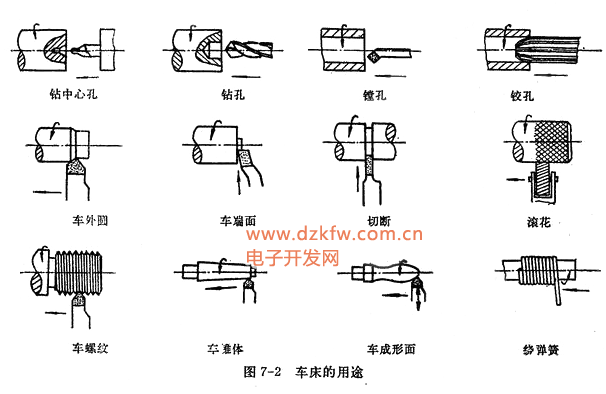
��������;
�����Ĺ����ص㣺
1.�ּӹ������þ��ȿɴﵽIT10������ֲڶ���25-12.5֮��; ���ӹ������þ��ȿɴ�IT7���ң�����ֲڶ�Ra6.3-1.6֮�䡣
2. ���ڱ�֤�λ�þ���Ҫ��һ��װ�пɼӹ�������ͬ�ı��棬���ⰲװ��
3. �������졢��ĥ�Ͱ�װ���㣬����ѡ�ú����ļ�����״�ͽǶȣ���������������ʡ�
4. Ӧ�÷�Χ�㷺�����������ƶ�������ת�������ת����漰���棬�������ó��������ﵽҪ��
5. �����þ�ϸ���İ취ʵ����ɫ��������ĸ߾��ȵļӹ�����ɫ�����ĸ߾���������ʺϲ���ĥ����
��2��ϳ��

ϳ���ļӹ���Χ
ϳ���ķ��ࣺ
��ϳ��ϳ������ϳ����������������෴
˳ϳ��ϳ���������������һ��
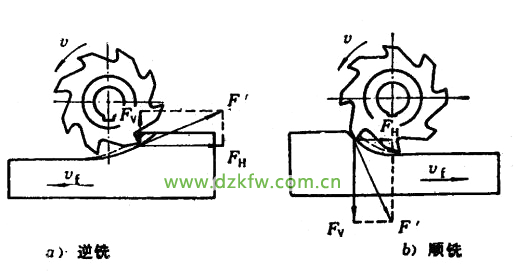
�ϳ����ϳ
ϳ���Ĺ����ص㣺
1.ϳ���ӹ��ľ��ȿɴ�IT10-IT7������ֲڶȿɴ�6.3-1.6����
2.����Ч�ʸߣ�ϳ���Ƕ൶�ݵ��ߣ�ϳ��ʱ�м�������ͬʱ�μ����������˶��ǵ��ߵ���ת������ϳ��������Ч�ʱ������ߡ�
3.���ײ�����ϳ���ĵ���������г�ʱ�������ӹ�����������������������仯�ϴ�
4.���ݵ�ɢ�������Ϻã��ڵ�����ת���̵IJ�����ʱ���ڣ����߿��Եõ�һ������ȴ��
5.���ٴ���ȣ�ϳ���۸�ߣ�����������������
��3������

�����ļӹ���Χ
�����ӹ��Ĺ����ص㣺
1.�ӹ�����ͨ��Ϊ�����٣�IT7-IT10���ֲڶ�RaΪ6.3-1.6֮�䡣
2.ͨ���Ժã��ٴ����۸�͡������Ͳ�����㣬�ٵ���״�����졢��ĥ���㡣
3.������һ��Ƚϵͣ����˶�Ϊ����ֱ���˶��������г̲��μ�������
4.�����ڵ���С��������
��4������
�����ļӹ���Χ
��5������

�����ļӹ���Χ
�����Ĺ����ص㣺
1.�������ڵ;��ȣ�IT11-IT13���߱���ֲڶȵ�(Ra50-12.5)�ӹ�����
2.���ײ�������ƫ�����Ǽӹ�������������ͷ�������������ײ�Բ��ȱ�ݡ�ԭ���ǵ��߳�ϸ��״�����Խϲ
3.��м���ѣ�����ڰ��յ�״̬�½��У�����������м�ص���������������������������Ѿ��ӹ����ı��淢��Ħ���ͼ�ѹ�������Ѽӹ����棬���ͱ�������
4.�����Ȳ����״�ɢ������Һ���Դ��������������������ٶȵ����
���ף�����������Ѿ�������������ͳ��Ŀ����������߾��ȵļӹ�����Ϊ���ס���������С�������Ƚ�ƽ�ȣ����������ȱ���ߡ���ߴ繫��ȼ��ɴ�IT10~IT9������ֲڶ�Raֵ�ɴ�6.3~3.2mm��������Ϊ�ռӹ���Ҳ����Ϊ�¿�ǰ��Ԥ�ӹ���
�¿ף��¿������ڼӹ����ȸߡ�ֱ��������ռӹ����¿�����С������ƽ�ȡ��¿׳ߴ繫��ȼ��ɴ�IT8~IT6������ֲڶ�Raֵ��1.6~0.4mm��
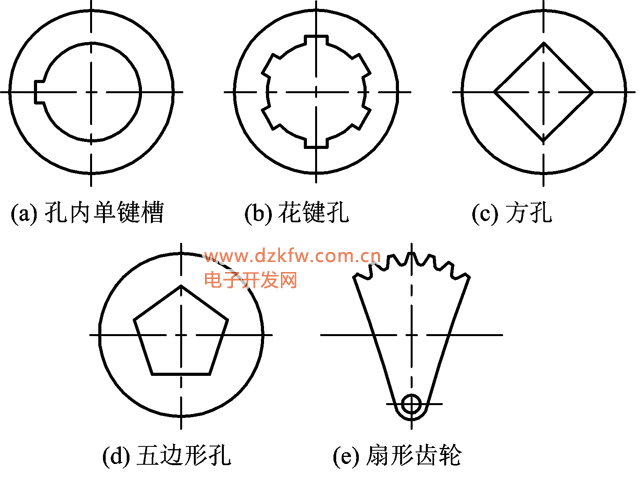
��6��������һ����ָ���۴��Ͻ��е������ӹ���
�ۿӹ��Ĺ����ص㣺
1.�۴���Ҫ���ڼӹ�����������״���ӹ����ϵĿͿ�ϵ����������䡢����������ȡ�
2.�ۿ׳ߴ繫��ȼ��ɴ�IT8~IT7������ֲڶ�ֵһ��Ϊ1.6��0.8mm��
3.�ۿ���У����ԭ�е�����ƫ���λ��ƫ�
��7��ĥ��
ĥ���ӹ��Ļ�����ĥ����������ɰ�֣�ĥ���ӹ�����ĥ����Բ����ƽ�棬ĥ��������Բĥ����Բĥ������ĥ�ȼ��֡�
ĥ���Ĺ����ص㣺
1.ĥ���ľ��ȸߣ�IT6-IT5���ֲڶȵͣ�Ra0.8-0.2��ɰ�ֱ����м����������ͬʱ�μ�������
2.���Լӹ�һЩ���Լӹ��IJ��ϡ�����֡����ٸ��Լ�ë����������
3.�����ٶȸߣ�30m/s���ϣ������¶ȸߣ�1000�����ϣ���ʹ����ȴҺ��
4.ɰ�����������ã������������������߱��ġ���ĥ���������䣬�µ�ĥ�����Ƿ����ġ�
5.ĥ�����ľ�������ϴ���ˣ��ڴﵽ�ߴ��Ժ�Ҫ���ж������ĥ����

���õ�ɰ��ĥ�ϵ����Լ���;
 ���ض���
���ض��� ˢ��ҳ��
ˢ��ҳ�� �µ�ҳ��
�µ�ҳ��