
最全面的介绍。易于理解,学习。
普 通 车 床 操 作
实 训 指 导
(一)熟悉车工基本概念及其加工范围
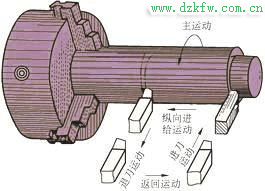
车工是在车床上利用工件的旋转运动和刀具的移动来改变毛坯形状和尺寸,
将其加工成所需零件的一种切削加工方法。其中工件的旋转为主运动,刀具的移
动为进给运动(图1-1)。
图1-1 车削运动车床主要用于加工回转体表面(图1-2),加工的尺寸公差等级
为IT11~IT6,表面粗糙度Ra值为12.5~0.8μm。车床种类很多,其中卧式车
床应用最为广泛。
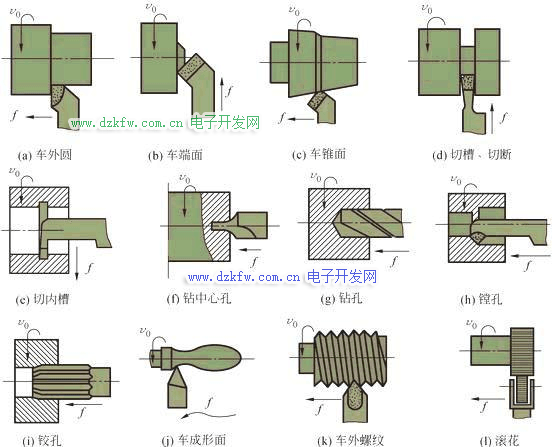
图1-2 普通车床所能加工的典型表面
a)车外园 b)车端面 C)车锥面 d)切槽、切断 e)切内槽 f)钻中心孔
g)钻孔 h)镗孔 i)铰孔 j)车成形面 k)车外螺纹 l)滚花
(二)学习卧式车床型号及结构组成
Ⅰ、机床的型号

主参数代号(最大车削直径的1/10,即320mm)

机床型别代号(普通车床型)
机床组别代号(普通车床组)
机床类别代号(车床类)
主参数的1/10,即车床主轴轴线到导轨面的尺寸为160mm,
(其车削工件最大直径为320mm)。
组别(普通车床)
类别(车床类)
Ⅱ、卧式车床的结构
1.卧式车床的型号
卧式车床用C61³³³来表示,其中C为机床分类号,表示车床类机床;61为
组系代号,表示卧式。其它表示车床的有关参数和改进号。
2.卧式车床各部分的名称和用途
C6132普通车床的外形如图1-3所示。
图1-3 C6132普通车床
1-床头箱;2-进给箱;3-变速箱;4-前床脚;5-溜板箱;6-刀架;7 -尾架;8-丝杠;9-光
杠;10-床身;11-后床脚;12-中刀架;13-方刀架;14-转盘;15-小刀架;16-大刀架
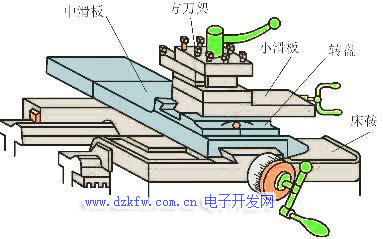
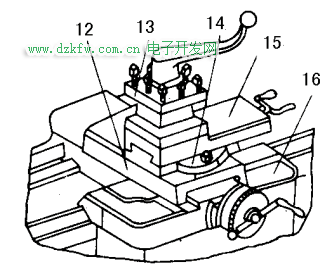
图1-4 刀架
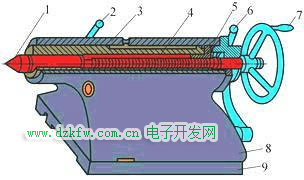
图1-5 尾座
1顶尖 2套筒锁紧手柄 3顶尖套筒 4丝杆 5螺母 6尾座锁紧手柄 7手轮 8尾座体 9底座
(三) 卧式车床的传动系统
电动机输出的动力,经变速箱通过带传 动传给主轴,更换变速箱和主轴箱
外的手柄位置,得到不同的齿轮组啮合,从而得到不同的主轴转速。主轴通过卡
盘带动工件作旋转运动。同时,主轴的旋转运动通 过换向机构、交换齿轮、进
给箱、光杠(或丝杠)传给溜板箱,使溜板箱带动刀架沿床身作直线进给运动。
(四) 卧式车床的各种手柄和基本操作
1.卧式车床的调整及手柄的使用
C6132车床的调整主要是通过变换各自相应的手柄位置进行的,详见图1-6。
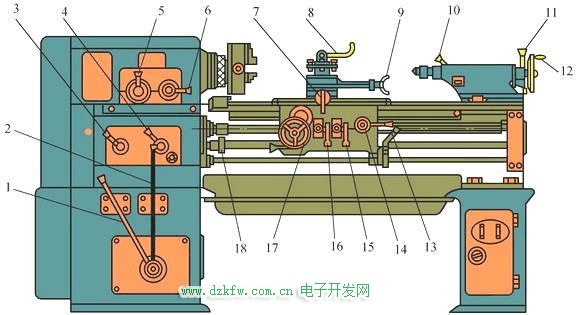
图1-6 C6132车床的调整手柄
1、2、6―主运动变速手柄 3、4―进给运动变速手柄 5―刀架左右移动的换向手柄 7―刀架
横向手动手柄 8―方刀架锁紧手柄 9―小刀架移动手柄 10―尾座套筒锁紧手柄 11―尾座
锁紧手柄 12―尾座套筒移动手轮 13―主轴正反转及停止手柄 14―“开合螺母”开合手柄
15―刀架横向自动手柄 16―刀架纵向自动手柄 17―刀架纵向手动手轮 18―光杠、丝杠更
换使用的离合器
2.卧式车床的基本操作
(1)停车练习(主轴正反转及停止手柄13在停止位置)
1)正确变换主轴转速。变动变速箱和主轴箱外面的变速手柄1、2或6,可得到
各种相对应的主轴转速。当手柄拨动不顺利时,可用手稍转动卡盘即可。
2)正确变换进给量。按所选的进给量查看进给箱上的标牌,再按标牌上进给变
换手柄位置来变换手柄3和4的位置,即得到所选定的进给量。
3)熟悉掌握纵向和横向手动进给手柄的转动方向。左手握纵向进给手动手轮17,
右手握横向进给手动手柄7。分别顺时针和逆时针旋转手轮,操纵刀架和溜板箱
的移动方向。
4)熟悉掌握纵向或横向机动进给的操作。光杠或丝杠接通手柄18位于光杠接通
位置上,将纵向机动进给手柄16提起即可纵向进给,如将横向机动进给手柄15
向上提起即可横向机动进给。分别向下扳动则可停止纵、横机动进给。
5)尾座的操作。尾座靠手动移动,其固定靠紧固螺栓螺母。转动尾座移动套筒
手轮12,可使套筒在尾架内移动,转动尾座锁紧手柄11,可将套筒固定在尾座
内。
(2)低速开车练习 练习前应先检查各手柄位置是否处于正确的位置,无误后进
行开车练习。
1)主轴启动 ―― 电动机启动――操纵主轴转动――停止主轴转动――关闭电
动机
2)机动进给――电动机启动――操纵主轴转动―― 手动纵横进给――机动纵横
进给――手动退回――机动横向进给――手动退回――停止主轴转动――关闭
电动机
特别注意:
1) 机床未完全停止严禁变换主轴转速,否则发生严重的主轴箱内齿轮打齿现象
甚至发生机床事故。开车前要检查各手柄是否处于正确位置。
2)纵向和横向手柄进退方向不能摇错,尤其是快速进退刀时要千万注意,否则
会发生工件报废和安全事故。
3)横向进给手动手柄每转一格时,刀具横向吃刀为0.02mm,其圆柱体直径方向
切削量为0.04mm。
(一)车刀
Ⅰ、刀具材料
1、刀具材料应具备的性能
(1)高硬度和好的耐磨性。刀具材料的硬度必须高于被加工材料的硬度才能
切下金属。一般刀具材料的硬度应在60HRC以上。刀具材料越硬,其耐磨性就越
好。
(2)足够的强度与冲击韧度。强度是指在切削力的作用下,不致于发生刀刃
崩碎与刀杆折断所具备的性能。冲击韧度是指刀具材料在有冲击或间断切削的工
作条件下,保证不崩刃的能力。
(3)高的耐热性。耐热性又称红硬性,是衡量刀具材料性能的主要指标,它
综合反映了刀具材料在高温下仍能保持高硬度、耐磨性、强度、抗氧化、抗粘结
和抗扩散的能力。
(4)良好的工艺性和经济性
2、常用刀具材料
目前,车刀广泛应用硬质合金刀具材料,在某些情况下也应用高速钢刀具材
料。
(1)高速钢 高速钢是一种高合金钢,俗称白钢、锋钢、风钢等。其强度、
冲击韧度、工艺性很好,是制造复杂形状刀具的主要材料。如:成形车刀、麻花
钻头、铣刀、齿轮刀具等。高速钢的耐热性不高,约在640℃左右其硬度下降,
不能进行高速切削。
(2)硬质合金 以耐热高和耐磨性好的碳化物,钴为粘结剂,采用粉末冶金
的方法压制成各种形状的刀片,然后用铜钎焊的方法焊在刀头上作为切削刀具的
材料。硬质合金的耐磨性和硬度比高速钢高得多,但塑性和冲击韧度不及高速钢。
Ⅱ、车刀组成及车刀角度
车刀是形状最简单的单刃刀具,其它各种复杂刀具都可以看作是车刀的组合
和演变,有关车刀角度的定义,均适用于其它刀具。
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底