
在实际项目中,必不可少的是通过小车进行运送货物或物料,这是项目中一部分,那么如何通过西门子S7-200SMART PLC及昆仑通态MCGS共同设计完成送卸料小车往返运动呢?接下来,进入技成自动化每日带你扩大工控知识面。
首先了解一下自动往返小车的原理
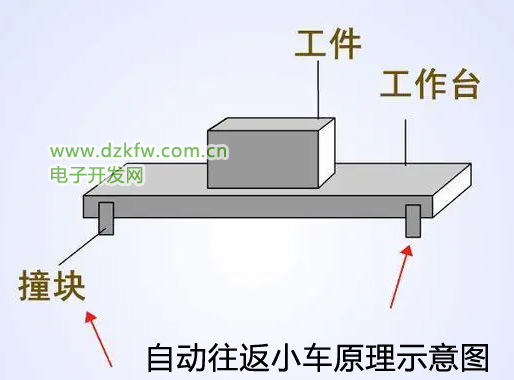
工作台在左右一条线上自动往返运行,底部有撞块,到达左边的限位时自动变为右行,碰到右边的限位自动变为左行,直到我们按下停止按钮工作台才会停下来。
自动往返
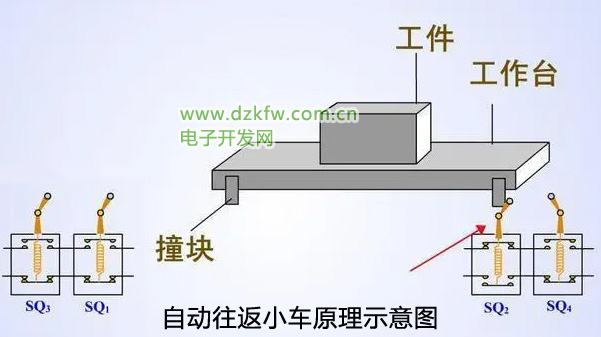
需要用到四个限位开关,中间的SQ1和SQ2是左右切换运行的限位开关,而SQ3和SQ4是极限保护开关,例如:当SO2损坏或者失灵时,撞块就会撞坏SQ2直接撞到SQ4,这时候SQ4极限保护开关会自动切断右行的电路,防止电机继续运行越位。
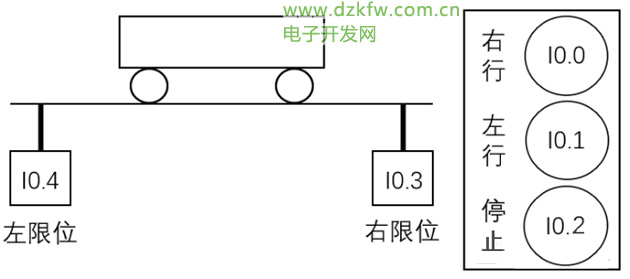
送料小车在运行最左端装料,经过4s后,装料结束,小车向右运行,在最右端停下卸料,4s后反向向左运行,到达最左端后,重复以上动作,以此循环自动运行。
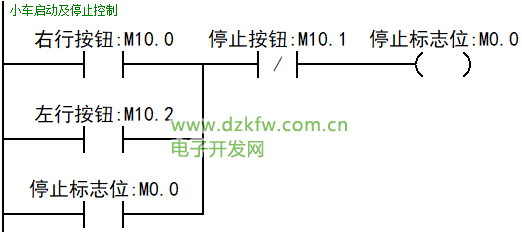
第一步:(小车启动并停止控制)
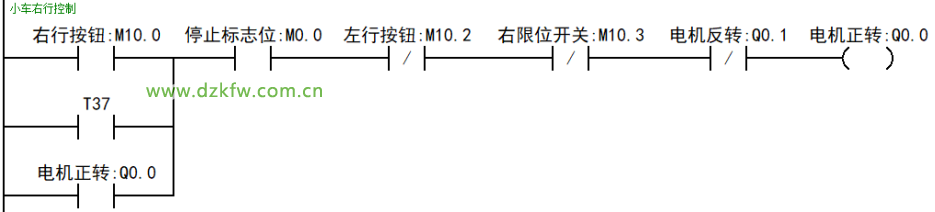
第二步:(小车向右运行控制)
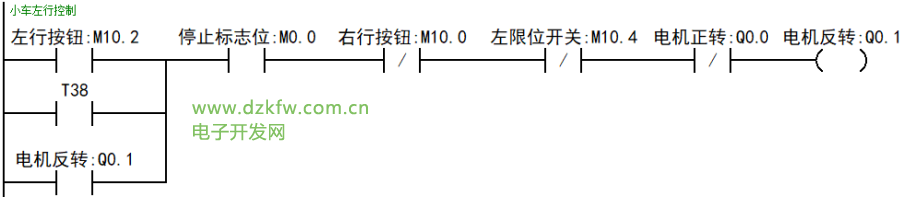
第三步:(小车向左运行控制)
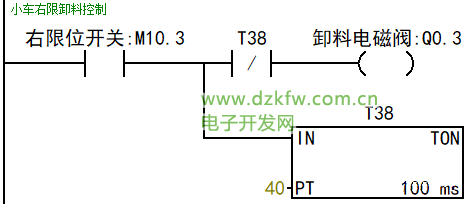
第四步:(小车到达右限位开始卸料4s后向左行走)
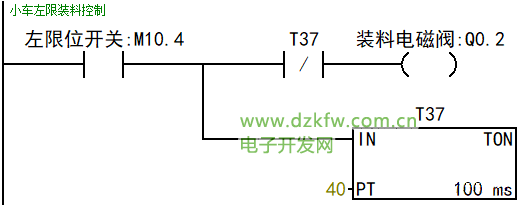
第五步:(小车到达左限位开始装料4s后向右行走)
第六步:(重复循环以上动作)
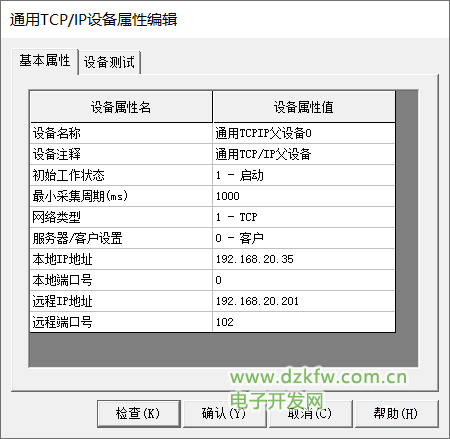
三、人机界面HMI(昆仑通态MCGS)画面设计第一步:(设置电脑/PLC/或实际触摸屏IP地址)需在同一个网段
第二步:(创建PLC变量地址)需与PLC地址一致


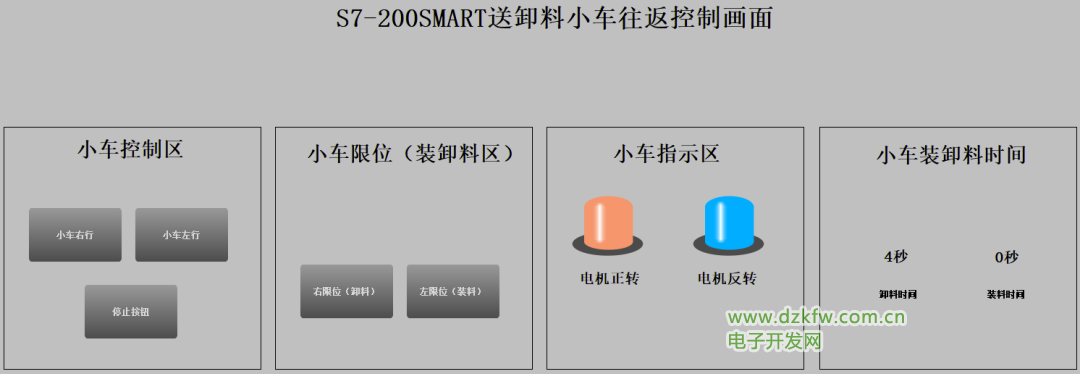
第三步:(画面设计)
小车装料运行
小车卸料运行
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底