
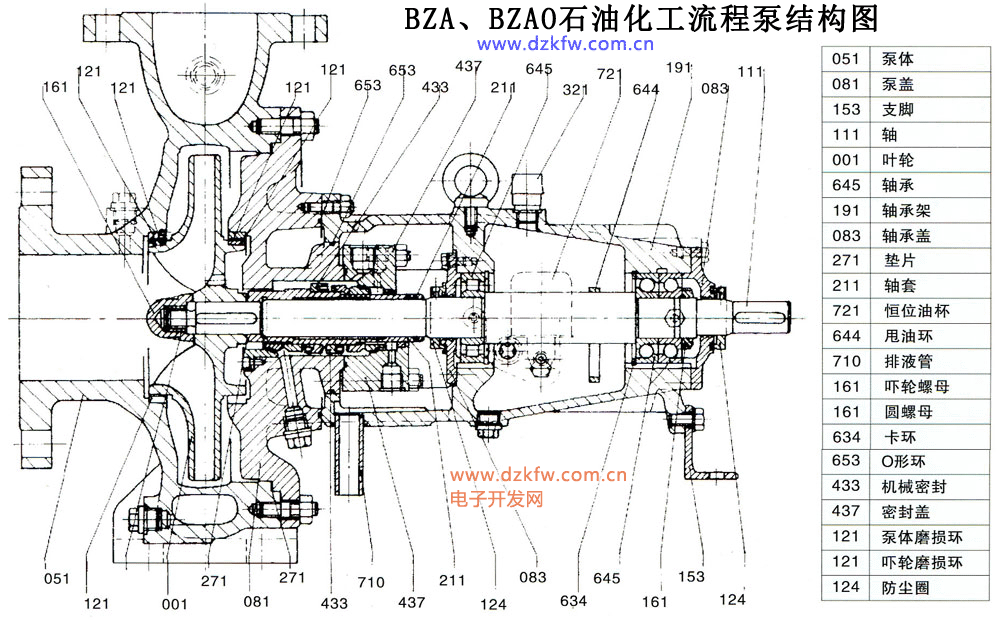
泄漏点的判定
在判定一台泵是泄漏的时候,要浸入液体中,来进行判定哪里泄漏。
1.泵体沙眼
2.泵体沙眼或者垫片破损
3.机封密封面,静环O型圈,动环轴套O型圈。
4.泵盖密封圈
5.机封压盖密封圈
6.叶轮和轴套密封圈
密封失效的原因及分析
密封失效主要有下述几种原因:
1、密封面打开:
在修理机械密封时,85%的密封失效不是因磨损造成,而是在磨损前就已泄漏了。
当密封面一打开,介质中的固体微粒在液体压力的作用下进入密封面,密封面闭合后,这些固体微粒就嵌入软环(通常是右墨环)的面上,这实际成了一个“砂轮”会损坏硬环表面。
由于动环或橡胶圈紧固在轴(轴套)上,当轴串动时,动环不能及时贴合,而使密封面打开,并且密封面的滞后闭合,就使固体微粒进入密封面中。
同时轴(轴套)和滑动部件之间也存在有固体微粒,影响橡胶圈或动环的滑动(相对动密封点,常见故障)。另外,介质也会在橡胶圈与轴(轴套)磨擦部位产生结晶物,在弹簧处也会存有固体物质,都会使密封面打开。

2、过热:
因密封面上会产生热,故橡胶圈使用温度应低于设计规范。氟橡胶和聚四氟乙烯的使用温度为216℃,丁晴橡胶的使用温度为162℃,虽然它们都能承受较高的温度,但因密封面产生的热较高,所以橡胶圈有继续硫化的危险,最终失去弹性而泄漏。(冷区考虑冷脆)
密封面之间还会因热引起介质的结晶,如结碳,造成滑动部件被粘住和密封面被凝结。而且有些聚合物因过热而焦化,有些流体因过热而失去润滑等甚至闪火。
过热除能改变介质的状况外,还会加剧它的腐蚀速率。引起金属零件的变形,合金面的开裂,以及某些镀层裂缝,设计应选用平衡型机械密封,以降低比压防止过热。
3、超差
正确的装配公差,对于安装机械密封是很必要的,轴(轴套)必须有合适的表面粗糙度和正确的尺寸,但制造者很少提供公差数据,这些数据对安装来讲都是很关键的。(依靠经验和常识)
机械密封的尺寸精度及形位公差必须符合图纸要求,超差将会导致密封提前失效。
4、泵的振动过大,高温,磨损,气蚀或者其他的原因,导致泵的振动过大的,也会导致机封提前失效。
对于密封面磨损痕迹尚需补充以下几点,检查磨损痕迹,可以帮助分析故障:
- 磨损变宽:表明机泵发生了严重的不对中。
- 磨痕变窄:磨痕比两个密封面的最小宽度还要窄,这说明密封超压,压力或温度使密封面变形。
- 无磨痕:说明密封面不粘合。检查弹簧等补偿机构是否打滑或受阻碍。
- 密封面无磨痕但有亮点:密封面翘曲会出现有亮点而无磨痕。压力太高,压盖螺栓未拧好或未夹好,或泵表面粗糙均能形成亮点。当采用两个螺拴的压盖时,其刚度不够,变形也是形成亮点的一个原因。
- 这种症状的出现说明:密封可能一开车就发生泄漏。
- 密封面有切边:这是由于密封面分得太开,而在合拢时断裂。闪蒸(气化)是较普遍的密封面分开的原因,特别是在热水系统或流体中有凝液时,水从液体膨胀成蒸气,可使密封面分开。(冷介质气化也同样会造成)
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底