
砂型铸造就是指在砂型中生产铸件的一种方法,一般砂型铸造都是由型砂和芯砂组成的,型砂和芯砂都是用硅砂和黏土或者是粘结材料和水按照一定的比例混合而成的,型砂和芯砂要具有“一强三性”,这个“一强三性”指的就是有强度、透气性、退让性和耐火性。对于铸钢件铸造厂家来说砂型铸造是我们实际生产中应用最为广泛的一种铸造方法。
在进行砂型铸造的时候,铸钢件铸造厂家要对后续的工艺参数进行选择,为了绘制出铸造的工艺图,在铸造工艺方案初步确定了之后,我们还必须要去选择铸件的机械加工余量,收缩率、型和芯头的尺寸、起模斜度等等工艺参数。
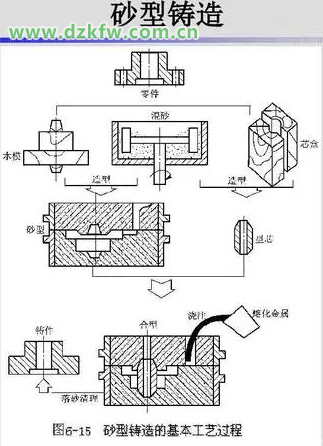
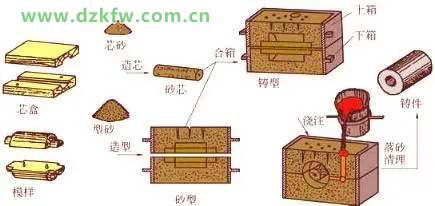
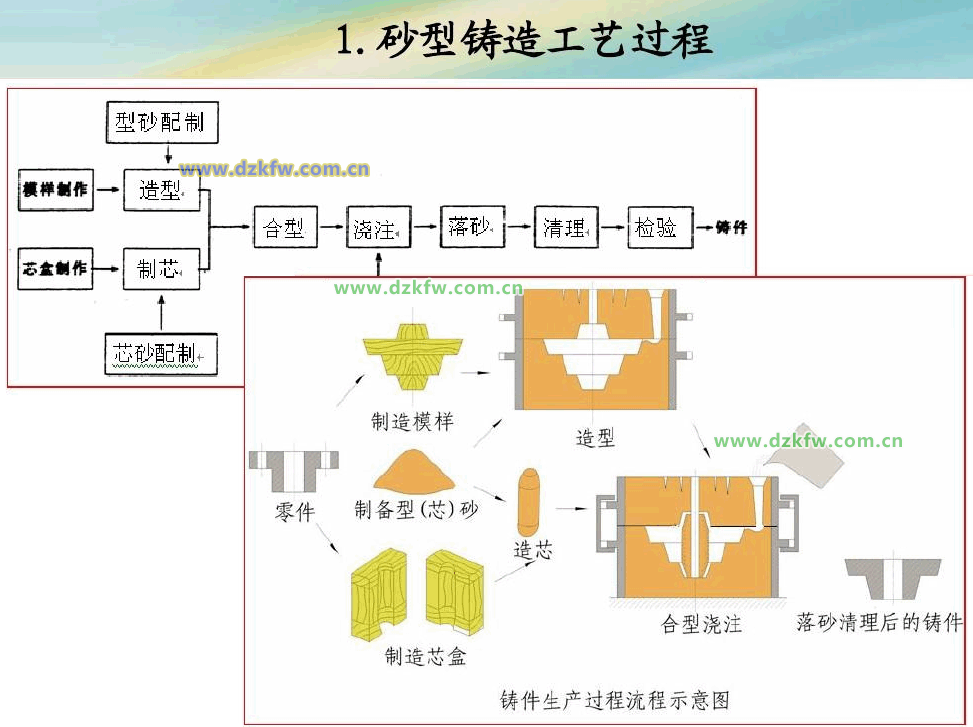
砂型铸造的流程
一、厂家要求的最为 小的铸 孔和机械加工的余量:
(1)机械加工余量:就是当技术人员在设计铸造工艺图的时候,为铸件预留需要切除的金属层厚度。一般要求的机械加工余量的具体数值要取决于合金的品种、铸件大小和铸造方法等等。
(2)最为小的铸孔:铸件上孔和槽要不要铸出,这个要取决于工艺上的可能性,还要考虑它的必要性,因为一般比较小的孔和槽是不需要铸出的。
1、起模斜度:为了能够让模样顺利地从砂型中取出来,铸钢件铸造厂家会在平行起模方向的模样表面上增加斜度,这个过程我们称为起模斜度,起模斜度的大小主要取决于模样的高度、模样的材料和造型的方法等等因素。
2、收缩率:因为合金的线收缩,所以铸件冷却之后的尺寸会比在型腔内的尺寸略有缩小,为了保证铸件能够得到应有的尺寸,模样的尺寸必须要比铸件放大一个该合金的收缩量。

砂型铸造的砂型
3、型芯头:型芯头的尺寸也要控制好,这个对于型芯装配的工艺性和稳定性有非常大的影响。
以上就是小编说的,关于铸钢件铸造厂家在砂型铸造流程中对工艺参数的选择,大家可以通过这些选择来作为参考,运用到实际生产中。
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底