
ЎЎЎЎЗҐєёЈ¬КЗЦёµНУЪєёјюИЫµгµДЗҐБПєНєёјюН¬К±јУИИµЅЗҐБПИЫ»ЇОВ¶ИєуЈ¬АыУГТєМ¬ЗҐБПМоід№ММ¬№¤јюµД·мП¶К№ЅрКфБ¬ЅУµДєёЅУ·Ѕ·ЁЎЈЗҐєёК±Ј¬КЧПИТЄИҐіэДёІДЅУґҐГжЙПµДСх»ЇД¤єНУНОЫЈ¬ТФАыУЪГ«Пё№ЬФЪЗҐБПИЫ»Їєу·ў»УЧчУГЈ¬ФцјУЗҐБПµДИуКЄРФєНГ«ПёБч¶ЇРФЎЈёщѕЭЗҐБПИЫµгµДІ»Н¬Ј¬ЗҐєёУЦ·ЦОЄУІЗҐєёєНИнЗҐєёЎЈ
ЎЎЎЎЗҐєёТ»°гКЗУГ»рСжЅ«ЗҐБПИЪ»ЇєуЙшНёµЅ№¤јюЦ®јдµД·мП¶АпЈ¬К№ЖдХіБ¬АО№МµДТ»ЦЦєёЅУ№¤ТХЎЈ
ЗҐєёЈ¬КЗЦёµНУЪєёјюИЫµгµДЗҐБПєНєёјюН¬К±јУИИµЅЗҐБПИЫ»ЇОВ¶ИєуЈ¬АыУГТєМ¬ЗҐБПМоід№ММ¬№¤јюµД·мП¶К№ЅрКфБ¬ЅУµДєёЅУ·Ѕ·ЁЎЈЗҐєёК±Ј¬КЧПИТЄИҐіэДёІДЅУґҐГжЙПµДСх»ЇД¤єНУНОЫЈ¬ТФАыУЪГ«Пё№ЬФЪЗҐБПИЫ»Їєу·ў»УЧчУГЈ¬ФцјУЗҐБПµДИуКЄРФєНГ«ПёБч¶ЇРФЎЈёщѕЭЗҐБПИЫµгµДІ»Н¬Ј¬ЗҐєёУЦ·ЦОЄУІЗҐєёєНИнЗҐєёЎЈ
ЗҐєё±дРОРЎЈ¬ЅУН·№в»¬ГА№ЫЈ¬ККєПУЪєёЅУѕ«ГЬЎўёґФУєНУЙІ»Н¬ІДБПЧйіЙµД№№јюЈ¬Из·дОСЅб№№°еЎўНёЖЅТ¶Ж¬ЎўУІЦʺϽ𵶾ߺНУЎЛўµзВ·°еµИЎЈЗҐєёЗ°¶Ф№¤јю±ШРлЅшРРПёЦВјУ№¤єНСПёсЗеПґЈ¬іэИҐУНОЫєН№эєсµДСх»ЇД¤Ј¬±ЈЦ¤ЅУїЪЧ°ЕдјдП¶ЎЈјдП¶Т»°гТЄЗуФЪ 0.01Ў«0.1єБГЧЦ®јдЎЈ
ЅПЦ®ИЫєёЈ¬ЗҐєёК±ДёІДІ»ИЫ»ЇЈ¬ЅцЗҐБПИЫ»ЇЈ»ЅПЦ®С№єёЈ¬ЗҐєёК±І»¶ФєёјюК©јУС№Б¦ЎЈЗҐєёРОіЙµДєё·міЖОЄЗҐ·мЎЈЗҐєёЛщУГµДМоідЅрКфіЖОЄЗҐБПЎЈ
ЗҐєё№эіМЈє±нГжЗеПґєГµД№¤јюТФґоЅУРНКЅЧ°ЕдФЪТ»ЖрЈ¬°СЗҐБП·ЕФЪЅУН·јдП¶ёЅЅь»тЅУН·јдП¶Ц®јдЎЈµ±№¤јюУлЗҐБП±»јУИИµЅЙФёЯУЪЗҐБПИЫµгОВ¶ИєуЈ¬ЗҐБПИЫ»ЇЈЁ№¤јюОґИЫ»ЇЈ©Ј¬ІўЅиЦъГ«ПёЧчУГ±»ОьИлєНідВъ№ММ¬№¤јюјдП¶Ц®јдЈ¬ТєМ¬ЗҐБПУ빤јюЅрКфП໥А©ЙўИЬЅвЈ¬АдДэєујґРОіЙЗҐєёЅУН·ЎЈ
ЎЎЎЎЗҐєёКЗІЙУГ±ИДёІДИЫµгµНµДЅрКфІДБПЧчЗҐБПЈ¬Ѕ«єёјюєНЗҐБПјУИИµЅёЯУЪЗҐБПИЫµгЈ¬µНУЪДёІДИЫ»ЇОВ¶ИЈ¬АыУГТєМ¬ЗҐБПИуКЄДёІДЈ¬МоідЅУН·јдП¶ІўУлДёІДП໥А©ЙўКµПЦБ¬ЅУєёјюµД·Ѕ·ЁЎЈ
ЎЎЎЎЗҐєёµД·ЦАа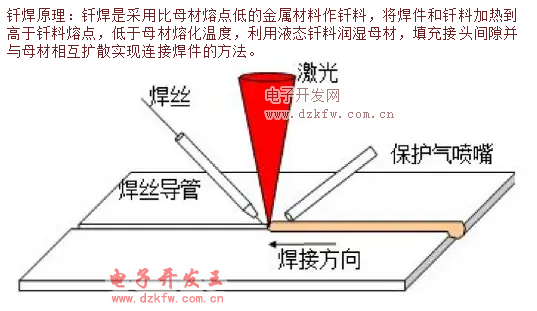
ЎЎЎЎЗҐєёКЗАыУГИЫµг±ИДёІДµНµДЅрКфЧчОЄЗҐБПЈ¬јУИИєуЈ¬ЗҐБПИЫ»ЇЈ¬єёјюІ»ИЫ»ЇЈ¬АыУГТєМ¬ЗҐБПИуКЄДёІДЈ¬МоідЅУН·јдП¶ІўУлДёІДП໥А©ЙўЈ¬Ѕ«єёјюАО№МµДБ¬ЅУФЪТ»ЖрЎЈ
ЎЎЎЎёщѕЭЗҐБПИЫµгµДІ»Н¬Ј¬Ѕ«ЗҐєё·ЦОЄИнЗҐєёєНУІЗҐєёЎЈ
ЎЎЎЎИнЗҐєё
ЎЎЎЎўЕИнЗҐєёЈєИнЗҐєёµДЗҐБПИЫµгµНУЪ450ЎгCЈ¬ЅУН·Зї¶ИЅПµНЈЁРЎУЪ70 MPaЈ©ЎЈ
ЎЎЎЎИнЗҐєё ¶аУГУЪµзЧУєНКіЖ·№¤ТµЦРµјµзЎўЖшГЬєНЛ®ГЬЖчјюµДєёЅУЎЈТФОэЗ¦єПЅрЧчОЄЗҐБПµДОэєёЧоОЄіЈУГЎЈИнЗҐБПТ»°гРиТЄУГЗҐјБЈ¬ТФЗеіэСх»ЇД¤Ј¬ёДЙЖЗҐБПµДИуКЄРФДЬЎЈЗҐјБЦЦАаєЬ¶аЈ¬µзЧУ№¤ТµЦР¶аУГЛЙПгѕЖѕ«ИЬТєИнЗҐєёЎЈХвЦЦЗҐјБєёєуµДІРФь¶Ф№¤јюОЮёЇКґЧчУГЈ¬іЖОЄОЮёЇКґРФЗҐјБЎЈєёЅУНЎўМъµИІДБПК±УГµДЗҐјБЈ¬УЙВИ»ЇРїЎўВИ»Їп§єН·ІКїБЦµИЧйіЙЎЈєёВБК±РиТЄУГ·ъ»ЇОпєН·ъЕрЛбСОЧчОЄЗҐјБЈ¬»№УРУГСОЛбјУВИ»ЇРїµИЧчОЄЗҐјБµДЎЈХвР©ЗҐјБєёєуµДІРФьУРёЇКґЧчУГЈ¬іЖОЄёЇКґРФЗҐјБЈ¬єёєу±ШРлЗеПґёЙѕ»ЎЈ
ЎЎЎЎУІЗҐєё
ЎЎЎЎўЖУІЗҐєёЈєУІЗҐєёµДЗҐБПИЫµгёЯУЪ450ЎгCЈ¬ЅУН·Зї¶ИЅПёЯЈЁґуУЪ200 MPaЈ©ЎЈ
ЎЎЎЎУІЗҐєё ЅУН·Зї¶ИёЯЈ¬УРµДїЙФЪёЯОВПВ№¤ЧчЎЈУІЗҐєёµДЗҐБПЦЦАа·±¶аЈ¬ТФВБЎўТшЎўНЎўГМєНДшОЄ»щµДЗҐБПУ¦УГЧо№гЎЈВБ»щЗҐБПіЈУГУЪВБЦЖЖ·ЗҐєёЎЈТш»щЎўН»щЗҐБПіЈУГУЪНЎўМъБгјюµДЗҐєёЎЈГМ»щєНДш»щЗҐБП¶аУГАґєёЅУФЪёЯОВПВ№¤ЧчµДІ»РвёЦЎўДНИИёЦєНёЯОВєПЅрµИБгјюЎЈєёЅУолЎўоСЎўпЇµИДСИЫЅрКфЎўКЇД«єНМХґЙµИІДБПФтіЈУГоЩ»щЎўпЇ»щєНоС»щµИЗҐБПЎЈСЎУГЗҐБПК±ТЄїјВЗДёІДµДМШµгєН¶ФЅУН·РФДЬµДТЄЗуЎЈУІЗҐєёЗҐјБНЁіЈУЙјоЅрКфєНЦШЅрКфµДВИ»ЇОпєН·ъ»ЇОпЈ¬»тЕрЙ°ЎўЕрЛбЎў·ъЕрЛбСОµИЧйіЙЈ¬їЙЦЖіЙ·ЫЧґЎўєэЧґєНТєЧґЎЈФЪУРР©ЗҐБПЦР»№јУИлп®ЎўЕрєНБЧЈ¬ТФФцЗїЖдИҐіэСх»ЇД¤єНИуКЄµДДЬБ¦ЎЈєёєуЗҐјБІРФьУГОВЛ®ЎўДыГКЛб»тІЭЛбЗеПґёЙѕ»ЎЈ
ЎЎЎЎЧўТвЈєДёІДµДЅУґҐГжУ¦єЬёЙѕ»Ј¬ТтґЛТЄУГЗҐјБЎЈЗҐјБµДЧчУГКЗИҐіэДёІДєНЗҐБП±нГжµДСх»ЇОпєНУНОЫФУЦКЈ¬±Ј»¤ЗҐБПєНДёІДЅУґҐГжІ»±»Сх»ЇЈ¬ФцјУЗҐБПµДИуКЄРФєНГ«ПёБч¶ЇРФЎЈЗҐјБµДИЫµгУ¦µНУЪЗҐБПЈ¬ЗҐјБІРФь¶ФДёІДєНЅУН·µДёЇКґРФУ¦ЅПРЎЎЈИнЗҐєёіЈУГµДЗҐјБКЗЛЙПг»тВИ»ЇРїИЬТєЈ¬УІЗҐєёіЈУГµДЗҐјБКЗЕрЙ°ЎўЕрЛбєНјоРФ·ъ»ЇОпµД»мєПОпЎЈ
ЎЎЎЎЗҐєё№¤ТХ·Ѕ·ЁЎЎЎЎЗҐєё№эіМµДЦчТЄ№¤ТХІОКэКЗЗҐєёОВ¶ИЎў±ЈОВК±јдјґ ОьКХµДИИБїґуРЎЎЈЗҐєёОВ¶ИНЁіЈСЎОЄёЯУЪЗҐБПТєПаПЯОВ¶И25 - 60ЎжЈ¬ТФ±ЈЦ¤ЗҐБПДЬМоВъјдП¶ЎЈ
ЎЎЎЎЗҐєё±ЈОВК±јдКУ№¤јюґуРЎј°ЗҐБПУлДёІДП໥ЧчУГµДѕзБТіМ¶И¶ш¶ЁЎЈґујюµД±ЈОВК±јдУ¦і¤Р©Ј¬ТФ±ЈЦ¤јУИИѕщФИЎЈЗҐБПУлДёІДЧчУГЗїБТµДЈ¬±ЈОВК±јдТЄ¶МЎЈТ»°гЛµАґЈ¬Т»¶ЁµД±ЈОВК±јдКЗґЩК№ЗҐБПУлДёІДП໥А©ЙўЈ¬РОіЙАО№МЅбєПЛщ±ШРиµДЎЈµ«№эі¤µД±ЈОВК±јдЅ«µјЦВИЫКґµИИ±ПЭµД·ўЙъЎЈ
ЎЎЎЎЗҐєёіЈУГµД№¤ТХ·Ѕ·ЁЅП¶аЈ¬ЦчТЄКЗ°ґК№УГµДЙи±ёєН№¤ЧчФАнЗш·ЦµДЎЈИз°ґИИФґЗш·ЦФтУРємНвЎўµзЧУКшЎўј¤№вЎўµИАлЧУЎў»Ф№в·ЕµзЗҐєёµИЈ»°ґ№¤Чч№эіМ·ЦУРЅУґҐ·ґУ¦ЗҐєёєНА©ЙўЗҐєёµИЎЈЅУґҐ·ґУ¦ЗҐєёКЗАыУГЗҐБПУлДёІД·ґУ¦ЙъіЙТєПаМоідЅУН·јдП¶ЎЈА©ЙўЗҐєёКЗФцјУ±ЈОВА©ЙўК±јдЈ¬К№єё·мУлДёІДід·ЦѕщФИ»ЇЈ¬ґУ¶ш»сµГУлДёІДРФДЬПаН¬µДЅУН·ЎЈјёєхЛщУРµДјУИИИИФґ¶јїЙТФУГЧчЗҐєёИИФґЈ¬ІўТАґЛЅ«ЗҐєё·ЦАаЈє
ЎЎЎЎАУМъЗҐєё УГУЪПёРЎјтµҐ»тєЬ±ЎБгјюµДИнЗҐєёЎЈ
ЎЎЎЎІЁ·еЗҐєё УГУЪґуЕъБїУЎЛўµзВ·°еєНµзЧУФЄјюµДЧйЧ°єёЅУЎЈК©єёК±Ј¬250ЎжЧуУТµДИЫИЪєёОэФЪ±ГµДС№Б¦ПВНЁ№эХ·мРОіЙІЁ·еЈ¬№¤јюѕ№эІЁ·еКµПЦєёЅУЎЈХвЦЦ·Ѕ·ЁЙъІъВКёЯЈ¬їЙФЪБчЛ®ПЯЙПКµПЦЧФ¶Ї»ЇЙъІъЎЈ
ЎЎЎЎ»рСжЗҐєё УГїЙИјЖшМеУлСхЖш»тС№ЛхїХЖш»мєПИјЙХµД»рСжЧчОЄИИФґЅшРРєёЅУЎЈ»рСжЗҐєёЙи±ёјтµҐЎўІЩЧч·Ѕ±гЈ¬ёщѕЭ№¤јюРОЧґїЙУГ¶а»рСжН¬К±јУИИєёЅУЎЈХвЦЦ·Ѕ·ЁККУГУЪЧФРРіµјЬЎўВБЛ®єшЧмµИЦРЎўРЎјюµДєёЅУЎЈ
ЎЎЎЎЅюХґЗҐєё Ѕ«№¤јюІї·Ц»тХыМеЅюИлёІёЗУРЗҐјБµДЗҐБПФЎІЫ»тЦ»УРИЫСОµДСОФЎІЫЦРјУИИєёЅУЎЈХвЦЦ·Ѕ·ЁјУИИѕщФИЎўСёЛЩЎўОВ¶ИїШЦЖЅПОЄЧјИ·Ј¬ККєПУЪґуЕъБїЙъІъєНґуРН№№јюµДєёЅУЎЈСОФЎІЫЦРµДСО¶аУЙЗҐјБЧйіЙЎЈєёєу№¤јюЙПіЈІРґжґуБїµДЗҐјБЈ¬ЗеПґ№¤ЧчБїґуЎЈ
ЎЎЎЎёРУ¦ЗҐєёАыУГёЯЖµЎўЦРЖµ»т№¤ЖµёРУ¦µзБчЧчОЄИИФґµДєёЅУ·Ѕ·ЁЎЈёЯЖµјУИИККєПУЪєёЅУ±Ў±Ъ№ЬјюЎЈІЙУГН¬ЦбµзАВєН·ЦєПКЅёРУ¦И¦їЙФЪФ¶АлµзФґµДПЦіЎЅшРРЗҐєёЈ¬МШ±рККУГУЪДіР©ґуРН№№јюЈ¬Из»рјэЙПРиТЄІрР¶µД№ЬµАЅУН·µДєёЅУЎЈ
ЎЎЎЎВЇЦРЗҐєё Ѕ«Ч°ЕдєГЗҐБПµД№¤јю·ЕФЪВЇЦРЅшРРјУИИєёЅУЈ¬іЈРиТЄјУЗҐјБЈ¬ТІїЙУГ»№ФРФЖшМе»т¶иРФЖшМе±Ј»¤Ј¬јУИИ±ИЅПѕщФИЎЈВЇЦРЗҐєёУЦїЙ·ЦОЄПдКЅЗҐєёВЇЈ¬ѕ®КЅЗҐєёВЇЈ¬јдРЄКЅЗҐєёВЇЈ¬Б¬РшКЅЗҐєёВЇЎЈґуЕъБїЙъІъК±їЙІЙУГБ¬РшКЅВЇЎЈ
ЎЎЎЎХжїХЗҐєё№¤јюјУИИФЪХжїХКТДЪЅшРРЈ¬ЦчТЄУГУЪТЄЗуЦКБїёЯµДІъЖ·єНТЧСх»ЇІДБПµДєёЅУЎЈ
 ·µ»Ш¶ҐІї
·µ»Ш¶ҐІї ЛўРВТіГж
ЛўРВТіГж ПВµЅТіµЧ
ПВµЅТіµЧ