
为实现电子机器的高性能化,研究人员以印刷电路基板的组件封装高密度化,以及组件小型化为对象的焊接质量提升为最终目的,进行对回焊炉制程质量有重大影响的「锡膏印刷量管理」与「组件铺设位置精度管理」检讨与各种量测。
锡膏印刷量管理是在制程内,将管理规格幅度设定成「绝对量」与「相对量」,组件铺设位置精度管理首先确认组件的固定性,再设定组件铺设位置精度管理手法。
此外研究人员今后将针对「锡膏印刷量管理」与「组件铺设位置精度管理」,进行量产支持验证,藉此使印刷电路基板的组件焊接不良降至零。本文将主要为大家介绍PCB的锡膏印刷量管理。
近几年随印刷电路基板(PCB)的封装密度高密度化,要求提高锡膏网版印刷制程作业质量的声浪与日俱增。
所谓网版印刷质量是指网版印刷的网孔堵塞造成锡膏未被印刷,或是印刷渗透至网版与印刷电路基板之间,与邻近接地(Land)形成牵丝(Bridge)等致命性缺陷,无法达成均匀、无分布不均、长时间连续、稳定的锡膏网版印刷质量,因此作业上要求利用专用锡膏检查设备,使锡膏印刷量作数量化的定量管理,而不是传统外观检查、目视检查等定性管理。
回焊炉锡膏印的分析
图1是印刷电路基板(PCB)的回焊炉(Reflow)制程质量要因分析图,如图所示回焊炉制程会发生许多与焊接、封装有关的不良;图2与图3分别是焊接、封装不良的具体内容一览。
由图2可知焊接不良要因之中以焊接不足以及未焊接,等锡膏印刷不良造成的不良最多,约占焊接不良要因整体的80%左右。
关锡膏印刷不良,如图3所示主要取决于3个重要因子,若以ppm等级要使锡膏印刷稳定下来相当困难,此时若改用定量观察印刷结果,就可以获得高水平的焊接质量稳定性。
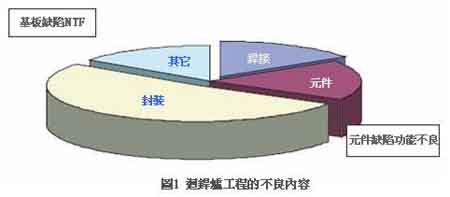
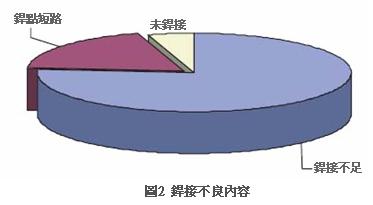

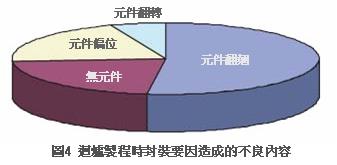
图4是封装要因的不良内容一览,由图可知组件翻翘的比率最高,其中又以组件设置位置分布纷散造成的情况居多。
X-Y或是θ偏差很大的场合,进行组件铺设作业时,印刷锡膏未与焊接组件的电极接触,单侧电极受到焊接零交叉时间(Zero-cross time)的影响。
自重较轻的芯片类小型电子组件会浮动翻翘,两电极即使接触锡膏却有偏位可能,今后基于组件封装的高密度化与组件轻量化考虑,必需提高组件铺设位置精度。
锡膏印刷量的管理
锡膏印刷检查设备大致上分成二次元检查与三次元检查两种,二次元检查设备只从表面观察锡膏印刷形状,它可以根据表面观察结果取得面积数据,不过却无法获得立体性体积数据与锡膏高度数据。
相较之下三次元检查设备可以同时获得体积、面积、高度等数据,表1是二次元检查与三次元检查设备的功能比较一览。

表1 检测仪的功能比较
以往基于检查方便性、处理速度、价格等理由,二次元检查设备一直是市场主流,最近几年随着高密度封装后的组件小型化,单位铜箔面积的锡膏印刷减少,立体性形状差异造成微细锡膏量的不同,可能会对封装质量造成致命性问题,因此改用三次元检查设备的情况似乎有增加的趋势。
图5是该问题的模式说明范例,若从侧面观察图示两种锡膏形状,可以发现两者的锡膏印刷量截然不同,然而从上方观察时却无法区隔两者的差异,换句话说传统二次元检查设备针对这两种锡膏印刷量,可能会判定成完全相同形状,因此研究人员分别使用二次元与三次元检查设备进行锡膏印刷量量测,证实二次元检查设备无法获得的数据超过预期,最后决定改用三次元检查设备。

图6是三次元锡膏检查仪VP100的实际外观,检查项目分别是:
‧体积
‧面积
‧高度
‧偏位
‧牵丝
‧异常突出
‧体积过大
‧体积不足

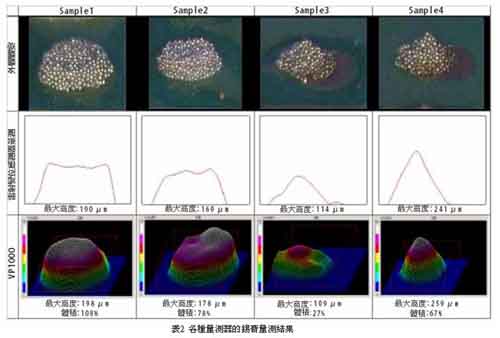
等等。表2是利用VP100三次元检查仪、雷射偏位传感器、显微镜等各种量测器的锡膏量测结果,根据量测结果显示上述检查仪的锡膏量测外观形状几乎完全相同,三次元检查仪与雷射偏位传感器,可以获得最大高度数据,不过两者相当接近。
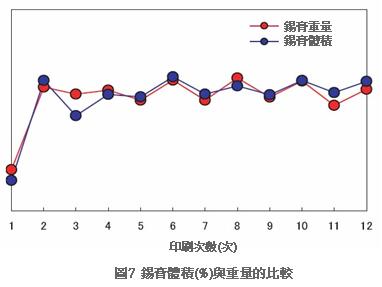
接着针对12片连续锡膏印刷的基板,利用VP100三次元检查仪进行体积与重量量测,其结果如图7所示。此处所谓的体积(%)是根据网印刷罩的设计资料,将求得的理想锡膏印刷量当作100%时的相对比率。
由图可知锡膏的体积增减与锡膏重量的增减完全一致,虽然它是针对复数组合的锡膏、印刷基板进行评鉴,不过实验结果都显示良好的相关性,证实VP100三次元检查仪符合预期的量测特性。
通过测试能力认定的VP100三次元检查仪,接着进行生产线锡膏印刷量实机测试。
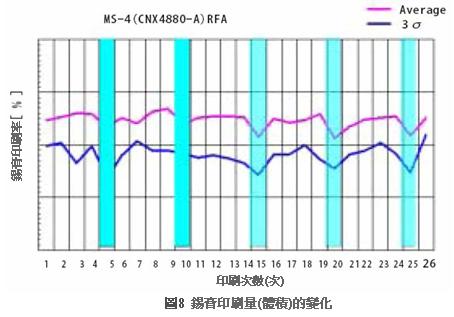
图8是某量产印刷电路基板(PCB) 的锡膏印刷量(体积)与分布不均(3σ)的变化测试结果,若仔细观察体积与分布不均(σ),可以确认变动很少的锡膏印刷量反复被印刷,体积
(%)与分布不均(σ)每隔5次印刷次数稍为降低,不过它却符合「每隔5次印刷,必需清洗印刷模版」的规定,图中蓝色曲线是印刷模版清洗后的锡膏印刷量测试结果。
通常锡膏连续印刷时,金属材质印刷模版的开口部位与内侧会逐渐堆积锡膏,造成锡膏印刷量变成不稳定,为彻底解决该问题,国外业者导入印刷模版清洗制度,根据以上测试结果证实「每隔5片清洗印刷模版1次」的作业规定,确实对锡膏印刷质量有正面效益。
锡膏印刷制程印刷时大多使用端子或是平板支撑基板下方,下方支撑不足时受到印刷橡胶刮刀(Squeegee)压力影响,印刷模版与印刷基板会出现微细歪斜,其结果造成锡膏印刷质量降低。
图9是基板下方支撑的设置与印刷质量的关系,以往数据化管理基板下方支撑的适宜性很困难,改用三次元检查仪之后,可以根据锡膏印刷量检讨基板下方支撑的适宜性。
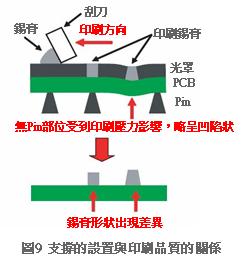
图10是基板下方支撑的设置与某量产印刷电基板表面锡膏体积的分布关系,图中黄色、红色等暖色系线条表示锡膏体积分布在适当位置,蓝色、绿色等冷色系线条表示锡膏体积分布在较大位置,由图可知远离基板下方支撑的部位,锡膏体积有若干增加倾向。
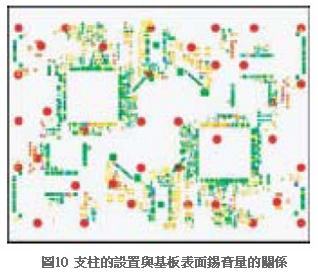
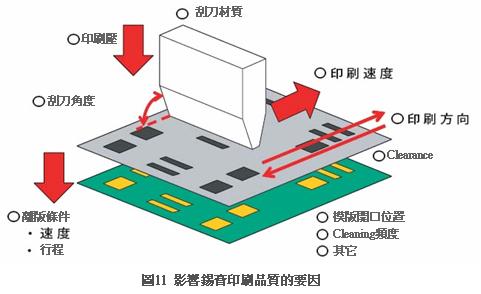
如上所述使用三次元检查仪,可以根据锡膏印刷量量测管理基板下方支撑的适宜性,透过基板下方支撑的适宜性管理,除了定位之外决定印刷压力之外,对印刷速度、接触角等印刷条件设定也非常有效,图11是影响锡膏印刷质量的要因图。
检查设备可以获得各式各样的数据,这类设备透过优秀的影像处理能力,提供高精度三次元外观形状等数据。
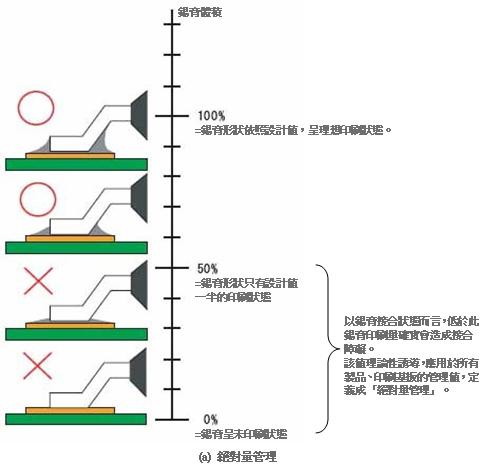
为了使这些信息对实际质量管理发挥效益,必需充分掌握检查设备提供的数据与实际制品质量的互动关系。锡膏印刷量制程上设定规格管理,大致上可以分成绝对量管理与相对量管理2种。图12是绝对量管理与相对量管理的基本概念图,所谓「绝对量管理」是将锡膏印刷量以及与其它要因接合部位的可靠性模型化,再透过实验导出确保接合部位可靠性要求的最低限度锡膏印刷量,最后将此锡膏印刷量设定成规格管理的下限值。「相对量管理」则是根据基板的锡膏印刷量变化资料,以统计学手法求出基板常态时获得的锡膏印刷量,再衣此锡膏印刷量设定成容许管理幅度。
换句话说利用「绝对量管理」的规格值不依赖基板取一定的数据,利用「相对量管理」的规格幅度,则取各固有数据,由于规格值与规格幅度有「and」的关系,因此实际操作只要抵触其中一个规格,结果就会被判定成不良。
绝对量的管理是调查锡膏印刷量与接合可靠性的相互关系,以及可靠性不会发生问题,而且可以实现焊锡接合的锡膏量。
除此之外基板材质、接地(Land)材质、形状、组件固定时的偏异影响、环境影响,等各种要因都有直接关连,其中最直接的评审内容是锡膏印刷量与接合强度的部份相关资料,表3是选用的锡膏特性一览,选用的锡膏分别是有铅锡膏、高融点无铅锡膏、低融点无铅锡膏三种。接着备妥4片厚度相异的印刷版膜(Printing Mask),依此调整锡膏印刷量,并且进行预定基板的锡膏印刷,再使用印刷检查设备量测各焊点(Pad)的锡膏印刷量。组件铺设后则进行标准回焊炉封装,最后依照图13的条件进行接合强度量测。

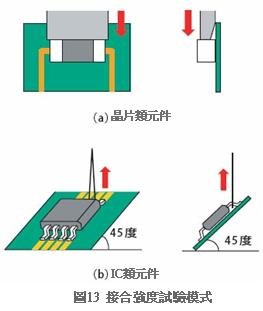
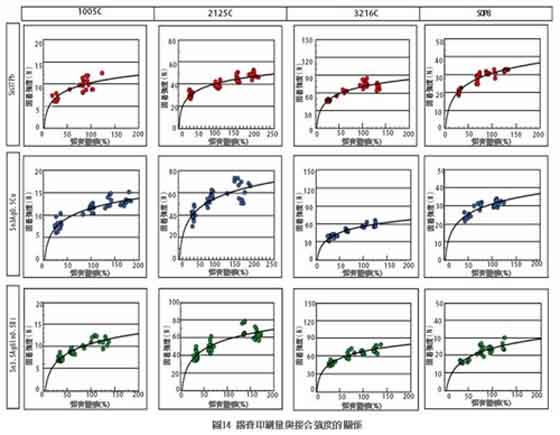
图14是锡膏印刷量与接合强度的量测结果范例,由图可知不论哪种锡膏与哪种组件组合,一直到锡膏印刷量50%为止,接合强度会急遽上升,接着随着锡膏印刷量的增加,接合强度呈现缓和上升。
主要原因是锡膏印刷量较少时,大部份的锡膏会在接合部位形成半圆角(Fillet),相较之下锡膏印刷量很多的场合,锡膏扩展至接地周围,端子上面浸润的锡膏量相对增加,其结果造成接合强度降低。
根据以上结果试算可靠性不会发生问题,而且可以实现焊锡接合的最低限定锡膏量。
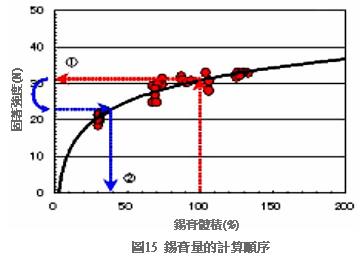
此处首先计算理想状态时的锡膏印刷量,亦即锡膏体积100%时的接合强度,计算值如图15的①所示。
接着针对锡膏体积100%时的接合强,判断容许%的接合强度降低,逆向计算实现该接合强度时必要的锡膏印体积,其结果如图15的②所示。
换句话说实际上锡膏体积100%时的接合强度,允许几%接合强度降低,随着组件规格、基板用途、成品规格不同。
在此前提下制定规格管理幅度,除了量测分布与各种规格之外,还需设定环境试验造成的接合强度降低成份,因此研究人员根据以上顺序,制定包含规范规格管理幅度的印刷管理量。
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底