
етРяОйР§ЕФЪЧвЛжжЦНФЅФЅЭЗжїжсВЩгУвЛЖЫЛЌЖЏЁЂвЛЖЫЙіЖЏЕФжїжсжсГаНсЙЙЁЃЦфжаЛЌЖЏжсГагыжїжсжЎМфЕФФІВСзДЬЌга3жжЃКМДБпНчФІВСЁЂвКЬхФІВСЁЂЛьКЯФІВСЁЃ
БпНчФІВСЪЧжИСНЛЌЖЏБэУцБЛШѓЛЌгЭжаЕФМЋадЗжзг(вЛАуДцдкгкгЭЫсЁЂжЌЗОЫсЕШБэУцЛюадЬэМгМСжа)гыН№ЪєБэУцжБНгНсКЯЖјаЮГЩЕФБпНчЮќИНФЄЫљИєПЊЃЌЛђепБЛКЌгаСђЁЂТШЁЂСзЕШЛюадЮяжЪгыН№ЪєБэУцЦ№ЛЏбЇзїгУаЮГЩЕФЮоЛњбЮФЄЫљИєПЊЁЃ
вКЬхФІВСЪЧжИСНЛЌЖЏБэУцБЛвЛВуШѓЛЌгЭ(ГадигЭФЄ)ЭъШЋИєПЊЁЃ
ЛьКЯФІВСЪЧжИНщгкЩЯЪіСНжжзДЬЌжЎМфЁЃЛђБпНчФІВСЕФЧщПіЖраЉЃЛЛђвКЬхФІВСЕФЧщПіЖраЉЁЃ
ЮЊЗНБуЦ№МћЃЌБпНчФІВСЁЂЛьКЯФІВСвдЯТЭГГЦЗЧвКЬхФІВСЁЃЛЌЖЏжсГаДІгквКЬхФІВСЪЧзюРэЯыЕФзДЬЌЁЃвђЮЊетЪБЕФФІВСзшСІаЁЃЌЦфФІВСвђЪ§НгНќгкЙіЖЏжсГаЕФЕБСПФІВСвђЪ§ЁЃДЫЭтЃЌГадигЭФЄПЩвдЭъШЋЯћГ§ФЅЫ№ЃЌЭЌЪБОпгаСМКУЕФЮќеёЁЂЛКГхЕШгХЕуЁЃЕЋЕБЛЌЖЏжсГаДІгкБпНчФІВСзДЬЌЃЌШчЙћБпНчгЭФЄБЛЦЦЛЕЃЌН№ЪєжЎМфжБНгЗЂЩњФІВСФЅЫ№(ЪзЯШЪЧФЅСЯФЅЫ№)НЋвЊМБОчдіДѓЁЃЭЌЪБН№ЪєЮЪФІВСВњЩњЕФОжВПЮТЖШМБОчЩ§ИпЃЌЮТЖШЩ§ИпЕМжТН№ЪєБэУцМБОчХђеЭЃЌН№ЪєБэУцХђеЭЗДЙ§РДМгОчСЫН№ЪєМфЕФФІВСЁЃЕБФІВСВњЩњЕФОжВПИпЮТДяЕНВФСЯЕФШлЛЏЕуЪБЃЌжїжсгыжсГажЎМфОЭЛсЗЂЩњеГзХЯжЯѓЃЌМДБЇжсЁЃ
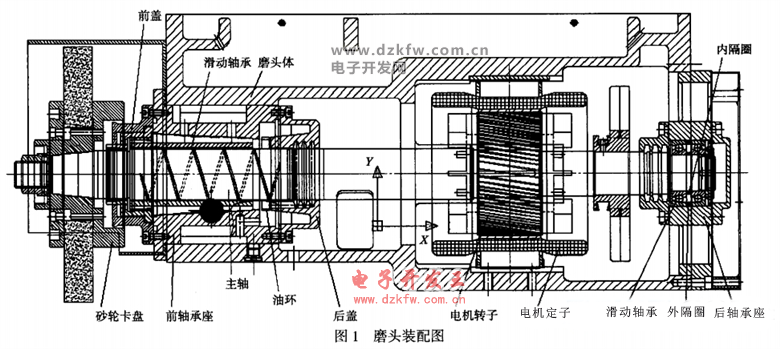
етРяЕФЦНФЅЛЌЖЏжсГаВФСЯЪЧЮ§ЧрЭЁЃЕБЗЂЩњЧсЖШБЇжсЪБЃЌжїжсБэУцгаКкЩЋЩеЩЫКлМЃЁЃЛЌЖЏжсГаЪЧЭЛљКЯН№ВФСЯЃЌВФСЯЯрЖдНЯШэЃЌГ§гаКкЩЋЩеЩЫКлМЃжЎЭтЃЌЩеЩЫБэУцЛЙЛсаЮГЩАМПгЁЃдкетжжЧщПіЯТЃЌЪзЯШгІЗжЮіБЇжсВњЩњЕФдвђЃЌХХГ§ЙЪеЯЃЌаоИДжїжсМАЛЌЖЏжсГаБэУцКѓжиаТЙЮЯїЁЂзАХфЁЃжїжсЁЂЛЌЖЏжсГаШдПЩЪЙгУЁЃбЯжиЕФБЇжсНЋЛсЕМжТжїжсЙъСбЃЌдкетжжЧщПіЯТгІИќЛЛжїжсЁЃжїжсзАХфЭММћЭМ1ЁЃ
ЛЌЖЏжсГаБЇжсЕФдвђЗжЮі
(1)ШѓЛЌгЭМАЛЌЖЏжсГагЭГигадгжЪЁЂЮлЮяЁЂгЭЧхНрЖШВюЁЃЕБгЭЛЗЫцЭЌжїжса§зЊЪБЃЌЙЉгЭЯЕЭГПЊЪМЙЄзїЁЃдгжЪЁЂЮлЮяЫцЭЌШѓЛЌгЭвЛЦыНјШыжїжсгыЛЌЖЏжсГажЎМфЃЌжїжсгыЛЌЖЏжсГажЎМфМфЯЖвЛАуЮЊ0ЃЎ03ЁЊ0ЃЎ04mmЁЃЕБдгжЪЁЂЮлЮяАбжїжсЛђЛЌЖЏжсГаРУЋКѓЃЌМЋвзЗЂЩњЗЧвКЬхФІВСЃЌДгЖјЕМжТБЇжсЁЃ
(2)ФЅЭЗШѓЛЌЯЕЭГГіЯжЙЪеЯЁЃЦНФЅЛЌЖЏжсГаВЩгУгЭЛЗШѓЛЌЁЃетжжШѓЛЌЗНЪНОпгаМђЕЅЁЂздЖЏЁЂгЭЯћКФЩйЕШгХЕуЁЃгЭЛЗдВжмЩЯОљдШЗжВМ16Иі5mmаЁПзЁЃЕБгЭЛЗЫцЭЌжїжса§зЊЪБЃЌгЭЛЗЩЯЕФаЁПзНЋгЭГижаЕФШѓЛЌгЭНІЦ№ЃЌШѓЛЌгЭНІдкжїжсЩЯЃЌжїжсЩЯЕФТна§аЮгЭВлНЋШѓЛЌгЭЪфШыжїжсгыЛЌЖЏжсГажЎМфЁЃЕБФЅЭЗШѓЛЌЯЕЭГВЛЙЉгЭЛђЙЉгЭВЛЮШЖЈЪБОЭЛсЗЂЩњБЇжсЯжЯѓЁЃ
ЗЂЩњБЇжсКѓЃЌПЩвдДгМИИіЗНУцбАевдвђЃК
ЂйФЅЭЗЪЧЗёДцдкТЉгЭЯжЯѓЁЃ
ЂкгЭГиЪЧЗёШБгЭЃЌгЭЮЛЪЧЗёЕЭгкгЭБъЩЯЕФжИЪОЯпЁЃЦНФЅШѓЛЌгЭгавЛжжЪЧгУУКгЭЕїжЦЖјГЩЃЌУКгЭвзЛгЗЂЁЃФЅДВдке§ГЃЪЙгУЪБЃЌВйзїепвЊОГЃзЂвтгЭБъЁЃЕБФЅЭЗжаШѓЛЌгЭЕЭгкгЭБъЩЯЕФжИЪОЯпЪБвЊМАЪБВЙГфШѓЛЌгЭЁЃ
ЂлФЅДВжЦдьГЇЩЬдкзАХфФЅЭЗЧАвЛЖЈвЊМьВщгЭЛЗФкПзЕФЭждВЖШ(ЭждВЖШЁм0ЃЎ05mm)МАгЭЛЗЩЯЕФl6Иі5mmцнLЪЧЗёОљВМЁЃгЭЛЗЪЧЬздкжїжсЩЯЕФЃЌгЭЛЗФкдВНєЬљдкжїжсЕФЭтдВЩЯЃЌгЭЛЗЯТЖЫжУгкгЭУцЯТЁЃжїжса§зЊЪБППОВФІВССІДјЖЏгЭЛЗЭЌВНЛизЊЁЃЕБгЭЛЗФкПзЭждВЖШЙ§ДѓЃЌжїжсгыгЭЛЗжЎМфЕФНгДЅУцКіДѓКіаЁЃЌЩѕжСНгДЅВЛЕНЃЌДгЖјФІВССІКіДѓКіаЁЃЌЩѕжСЮоФІВССІЃЌЕМжТгЭЛЗа§зЊЪБПьЪБТ§ЃЌЙЉгЭЫВЪБе§ГЃЫВЪБВЛе§ГЃЖјБЇжсЁЃ
(3)ФЅЭЗЛЌЖЏжсГаШѓЛЌгЭВЛЗћКЯЙцЖЈвЊЧѓЁЃЦНФЅФЅЭЗШѓЛЌгЭгаСНжжЃКвЛжжЪЧN7ЃЏGB3141ЛњаЕгЭЃЌСэвЛжжЪЧ1ЗнN23КХЛњгЭгы9ЗнУКгЭДюХфЕїжЦЖјГЩЁЃгааЉгУЛЇаТЙКЦНФЅЃЌЮДЯъЯИдФЖСЪЙгУЫЕУїЪщЃЌжБНгзЂШыЦфЫћаЭКХЕФЛњаЕгЭЃЌДгЖјЕМжТБЇжсЁЃ
(4)жїжсгыЛЌЖЏжсГажЎМфЕФОЖЯђМфЯЖЙ§аЁЃЌШѓЛЌгЭВЛвзЪфШыЃЌжїжсгыЛЌЖЏжсГажЎМфЮТЩ§Й§ИпЃЌЕМжТБЇжсЁЃ
(5)ЛЌЖЏжсГаЙЮЯїЗНЗЈВЛе§ШЗЃЌНгДЅЕуВЛЗћКЯвЊЧѓЁЃЛЌЖЏжсГаЙЮЯїЗНЗЈВЛе§ШЗЃЌНгДЅЕуВЛОљдШЛђНгДЅЕуЙ§ЩйНЋЪЙГадигЭФЄВЛЮШЖЈЃЌгЭФЄИеЖШВюЃЌШчЙћЩАТже§дкНјааФЅЯїЃЌМЋвзВњЩњБЇжсЁЃ
(6)КѓжсГазљгыФЅЭЗЬхЭЌжсЖШМАЖЫУцЕФДЙжБЖШЃЌвдМАСНжЛЙіЖЏжсГажЎМфЕФЭтИєШІЃЌФкИєШІЦНааЖШЦЋВюЙ§ДѓЁЃЕБВњЩњетжжЧщПіЪБЃЌжїжсЧАЖЫЃЌМДгыЩАТжПЈХЬНгДЅЕФжїжсзЖУцЬјЖЏСПЖМБШНЯДѓЃЌжїжсдка§зЊЪБЃЌжїжсзЖУцЬјЖЏСПЁЂЮЛжУМЋВЛЮШЖЈЃЌКіДѓКіаЁЁЃЦфЪЕетЪЧвЛжжБэУцЯжЯѓЃЌЫќЗДгГСЫжїжсжсаФдкЦЏвЦЃЌЧвВЛЮШЖЈЃЌДгЖјЕМжТГадигЭФЄВЛЮШЖЈЃЌгЭФЄИеЖШВюЁЃШчЙћЩАТжНјааФЅЯїЃЌМЋвзВњЩњБЇжсЁЃ
(7)ДЙжБНјЕЖСПЙ§ДѓЃЌГЌИККЩЧаЯїЁЃетЪБЩАТжзЊЫйЯТНЕЃЌГадигЭФЄИеЖШЯТНЕЃЌжїжсгыЛЌЖЏжсГажЎЮЪаЮГЩЗЧвКЬхФІВСЃЌзюжеЕМжТБЇжсЁЃЦНФЅФЅЭЗВњЩњБЇжсЕФвђЫиНЯЖрЃЌдкбАевБЇжсЕФдвђЪБЃЌЧаВЛПЩзЅзЁвЛЕуВЛМАЦфгрЃЌгІЖрЪгНЧЁЂШЋЗНЮЛХХГ§ЙЪеЯЁЃ
ЛЌЖЏжсГаБЇжсКѓЕФаоРэМАЦфдЄЗРБЇжсЕФДыЪЉ
(1)ХфзїЯђаФЧђжсГа210ЃЌDМЖжЎМфЕФЭтИєШІФкИєШІ(ЕБВЩгУСНИі46210ЃЌDМЖНЧНгДЅЧђжсГаЪБВЛашвЊХфИєШІ)ЃЌдкжсГаЮЪЪЉгк20kgЕФжсЯђСІШЗЖЈФкЭтИєШІЕФИпЖШВюЃЌЭЌЪБФкЭтИєШІЕФСНЖЫУцЦНааЖШЁм0.003ramЁЃ
(2)НЋКѓжсГазљЃЌЙіЖЏжсГаЃЌжсГаЭтИєШІФкИєШІзАдкжїжсЩЯЃЌШЛКѓНЋЩЯЪізщКЯМўзАШыФЅЭЗЬхФкЁЃ
(3)НЋФЅЭЗЬхДЙжБЗХжУ(жїжсзЖУцГЏЩЯ)ВЛзАЛЌЖЏжсГаЃЌВтСПжїжсЕФОЖЯђЬјЖЏЁм0.1mmЁЃНЋАйЗжБэзљЮќдкжїжсЖЫЭЗЃЌБэеыжИЯђЧАжсГазљФкОЖЃЌВтСПжїжсгыЧАжсГазљЭЌжсЖШЁм0.02mmЁЃШчВтСПЪ§жЕГЌВюгІжиаТЕїећжсГаФкЭтИєШІЃЌаоФЅФЅЭЗЬхЕФКѓЖЫУцжБжСДяЕНвЊЧѓЮЊжЙЁЃ
(4)жїжсгыЛЌЖЏжсГаХфЙЮЁЃХфЙЮЪБгІзЂвтЃКЂйЫљЭПЕФКьЕЄЗлЛђепКьФЋгЭВЛФмЬЋЯЁЁЃЭПФЈЪБгІОљдШЁЃЂкгУЙЮЕЖЙЮЯїЛЌЖЏжсГаЪБ10kgЕФОЖЯђСІЃЌЕїећжїжсгыЛЌЖЏжсГазљМфЯЖжС0.02ЁЊ0.025mmЁЃ
(7)ЛЌЖЏжсГаАДвЊЧѓзЂШыШѓЛЌгЭЃЌзЂШыЪБгІгУГёВМЙ§ТЫЁЃ
(8)ФЅЭЗЬхЫЎЦНЗХжУЃЌПедЫзЊ4hЃЌШУжїжсгыЛЌЖЏжсГаЕУЕНГфЗжЕФХмКЯЃЌВтСПжсГаЮТЩ§Ём30ЁцЁЃ
(9)НЋФЅЭЗЬхФкЕФШѓЛЌгЭШЋВПЗХЕєЁЃАДвЊЧѓжиаТзЂШыШѓЛЌгЭЁЃзЂгЭЪБгІгУГёВМЙ§ТЫЁЃгаБивЊПЩГщВщШѓЛЌгЭЕФЧхНрЖШЁЃАДжиСПЗЈМьбщЦфдгжЪЁЂЮлЮяВЛгІГЌЙ§200mgЁЃ
(10)ЕїећжїжсгыЛЌЖЏжсГазљжЎМфЕФМфЯЖжС0.03~0.04mmЃЌПЊГЕЪддЫааЁЃВтСПжїжсзЖУцОЖЯђЬјЖЏКЭжїжсжсЯђДмЖЏЃЌОЩЛњДВОљгІЁм0.01ramЃЌаТГіГЇЕФЛњДВОљгІЁм0.005mmЁЃ
 ЗЕЛиЖЅВП
ЗЕЛиЖЅВП ЫЂаТвГУц
ЫЂаТвГУц ЯТЕНвГЕз
ЯТЕНвГЕз